
�ִ�����֪ʶ�����չ��ߡ����̡���ϵ����Ч�Ȳ���������������������ͼ��
���ߵ������ж��֣��ձ���ҵ����ȫͳ�Ƴ��õĹ�����58��֮�ࣩ��ʵ��ʹ���У�̫��̫�پ����ף����߷���û��Ҫ�����ߵ�������֡������ܶ���٣���֮ͬ����ÿ�ֹ���������ɵĹ������ض��ģ������еij��ڼ�¼���еij��ڷ������еij��ھ��ߡ���
��������Ľ����Ҫ���ֹ��ߵ�����ʹ�ã��Ӷ����γ�����������·��ģ�塣ͬʱΪ��ʹ�����ѵ���ڼ�¼���������������ظ������ĸ��ʣ�ͨ���ض�����ҵ����ҵ���д�ҹ�ͬ�Ͽɵġ���֮��Ч�ġ�������������·����Ϊ��������QCC��6Sigma��8D��ģ�͡�����ʵ���ǵı��ʶ�һ��������PDCAѭ��������ԭ������ͼ��

��ս�ڼ䣬�����������Ȳ���һ������8D�����̡��������±�1520�����ֳ�֮Ϊ�����ϸ�Ʒ�������ж�������ϵͳ���� 1987�꣬����������˾�״��������¼��8D��������һ�ݿγ��ֲ�����һ����������ΪTOPS��Team Oriented Problem Solving���� ���Ŷӵ��������������� 8D������ⷨ��8D Problem Solving��,D��Discipline�����衢ԭ������ĸ����ʱ�����صĶ���ϵͳ��������һЩ�������¡��������ֵ����������ý�ͷ�ö�������������븣�ؼ����ṩָ���γ̣�����������⡣8D�����ڸ����ڲ�ʹ�á����������Ҫ���乩Ӧ����������Ҳ�ô˷��������������ˣ���������Ҳ��ֲ�˸��ص�������ʹ֮��Ϊ������ҵ�ı��������ٺ���8D��������������ҵͨ�ԡ����Ҳ���������������⣬�����ͥ��������Ҳ����Ч��
-
�÷��������ڽ��������������ļ��ӵ����⣻
-
8D��������Ҫ����һ����ϵ���������Ŷӹ�����Ϣ��Ŭ�����Ŀ�ꣻ
-
8D�������ṩ�ɹ��������ķ�����;���������ǽ�������һ�������õĹ��ߣ�
-
�������ڹ�������ָ��������Ӧ��ֵʱ�й�����Ľ����
-
��Թ˿�Ͷ���ش���ʱ���ṩ�������ķ�����
-
8D�����������ع�˾�����Ʒ���������һ�ַ��������ڹ�Ӧ���й㷺���У����ѳ�Ϊ����������ҵ���ر��������㲿�����ң��㷺�����������Ʒ����������õġ���Ч�ķ�����
-
��߽�������Ч�ʣ����۽������ľ��飻
-
�ṩ�ҳ��ִ����������صĿ�ܣ�
-
�ž����������ظ�������֣�
-
8D��ʽ��ԭ������Գ��ֵ����⣬�ҳ���������ĸ���ԭ��������ڣ����ںͳ��ڶԲ߲���ȡ��Ӧ�ж���ʩ��
-
8D���ɿ粿�Ž���С������ǿ���ż��Э�����ƽ�������Ч������Ӷ��Ľ��������̵���������ֹ��ͬ������������ٷ������Ա�֤��Ʒ������
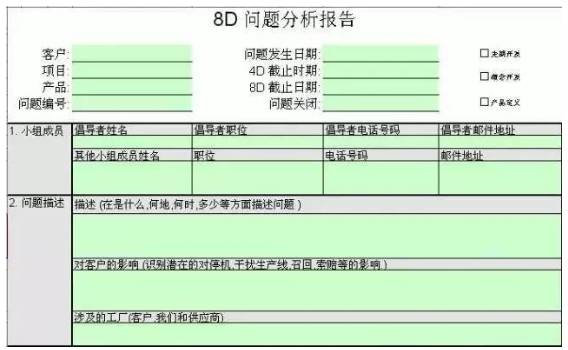
8D�ǽ�������8����������8���������裬����ʵ��Ӧ����ȴ��9�����裺
-
D0����������Ӧ��ʩ
-
D1�������
-
D2������˵��
-
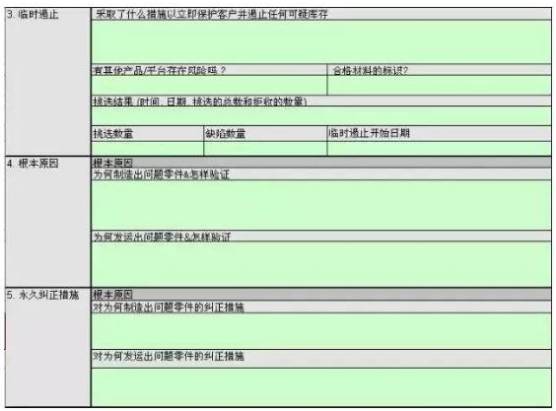
D3��ʵʩ����֤��ʱ��ʩ
-
D4��ȷ������֤����ԭ��
-
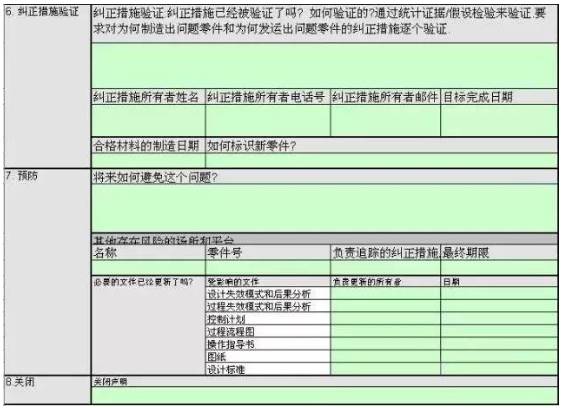
D5��ѡ�����֤���þ�����ʩ
-
D6��ʵʩ���þ�����ʩ
-
D7��Ԥ���ٷ���
-
D8��С��ף��
D0����������Ӧ��ʩ
Ŀ�ģ���Ҫ��Ϊ�˿����������Ƿ���Ҫ��8D��������������̫С�����Dz��ʺ���8D����������⣬����۸��ѵȵȣ���һ����������ⷢ��ʱ��Ľ�����Ӧ��
�ؼ�Ҫ�㣺�ж���������͡���С������ȵȡ���D3��ͬ��D0��������ⷢ���ķ�Ӧ����D3����Բ�Ʒ��������Ȿ������ʱӦ�Դ�ʩ��
���ߣ�����ͼ/����ͼ/Paynter�����ͼ/ERA(������Ӧ��ʩ)��
��⣺������������8D�����Ƿ���Ҫ�� ����б�Ҫ����ȡ������Ӧ�ж���ERA���������˿ͣ�����ʼ8D���̡�8D����������֢״�����⡣���ñ��Ĵ���֢״��û��֢״������֪�������⡣
���յ�Ͷ����Ϣʱ����������Ӧ�����ڿͻ�Ͷ�߱�����ȷ��������Ϣ�Ա�չ�����飺
���У�Ӧ�ӿͻ����õ���Ʒ����Ƭ����ǩ�����ϸ��ʵȱ�Ҫ����Ϣ������о��й¶������Ͷ�ߣ��յ�Ͷ�ߵ���Ӧ����֪ͨ�����������ܾ�����QEӦ���յ�Ͷ��һ������������ͻ���ϵ��Ӧ��������Ϣ��ͻ���ͨ��
QE���ݵõ���Ϣ��������������(�ֳ�,�������)��ȷ�ϲ���״��������ǿ���Ŀ�ӵIJ���,����ȡ����Ƭ����Ʒ(ȷ������)�����ڲ�����������״�������ռ���ϸ���鱨(ȷ���ֳ�,����)��Ӧ����ʩ��Ҫ��24Сʱ��չ����
D1�������
Ŀ�ģ�����һ��С��,С���Ա�߱�����/��Ʒ��֪ʶ,�������ʱ�䲢������Ȩ��,ͬʱӦ������Ҫ����ܽ�������ʵʩ������ʩ�ļ������ʡ�С�������һ��ָ����С�鳤��
�ؼ�Ҫ�㣺��Ա�ʸ߱����ա���Ʒ��֪ʶ;Ŀ�� ;�ֹ� ;���� ;С�齨�衣
���ߣ��ж��ƻ���ʱ��������Ŷ����¡�GanttChart(Pilot)��
��⣺û���Ŷӵ�8D��ʧ�ܵ�8D����ʵ8Dԭ�����ǽ��Ŷӵ������������衣8DС����Ҫ�ɾ߱���Ʒ���Ƴ�֪ʶ����֧��ʱ�䣬��ӵ��ְȨ�����ܵ���ʿ��ɡ�ͬʱ��ָ��һ��8D�Ŷ��鳤�� ��Ϊ����Ҫ�����ǣ�
D2������˵��
Ŀ�ģ���������������ϸ˵����������йص���/�ⲿ�˿ͱ�Թ,��ʲô���ص㡢ʱ�䡢�̶ȡ�Ƶ�ʵȡ�
��ʲô����ʲô���⡱
�ؼ�Ҫ�㣺�ռ�����֯�����й�������˵������;����˵����������������ر����õ����ݵ��ܽ�;����������ݣ�ʶ�����⡢ȷ����Χ;ϸ�����⣬����������ϸ��Ϊ��������;���ⶨ�壬�ҵ��˿���ȷ������һ�µ�˵������ʲô��������ʲô���⡱����ԭ����δ֪���յȼ���
���ߣ���������������FMEA������5W2H��What/Why/When/Where/Who/How/Howmany��������ͼ��ֱ��ͼ������ͼ��
��⣺ͨ��ȷ���ɶ���������,˭��ʲô����ʱ���εأ�Ϊʲô����Σ�����(5W2H)��ʶ������ȱ�ݣ��ʡ�ʲô����ʲô���⡱����
-
��ʲô���⡱��ȱ��
-
��ʲô�������⡱�Ƕ���
�ʡ�ʲô����ʲô���⡱�ܹ�����С������������������������Ҫ��Ϊ���ģ������ȱ�ݣ���
�յ��ͻ����������������̣�
-
ȷ�ϲ��������������ڣ�
-
ȷ����ۻ����������������֤�ݣ�
-
��������������ȷ�ϲ��������Ƿ������ּ�¼��ȷ�����ݣ����ջ���Ƶ����֤�ݣ�
-
�����������ڲ��ҵ�ʱFTT�����ȷ�ϵ�ʱ�Ƿ���ͬ�������Ʋ�����
-
������������ȷ���˻��Ϸ��������ޱ仯�㣻
-
������ʱ��NTF���������ֲ������̽��С�
D3��ʵʩ����֤��ʱ��ʩ
Ŀ�ģ���֤�����þ�����ʩʵʩǰ�������������ⲿ�˿��롣��ԭΪΨһ��ѡ���裬����չ��������ã���
�ؼ�Ҫ�㣺���۽�����Ӧ��ʩ���ҳ���ѡ����ѡ���ʱ���ƴ�ʩ�������ߣ�ʵʩ�������ü�¼����֤��DOE��PPM����������ͼ�ȣ���
���ߣ�������FMEA��DOE��PPM��SPC����������¼��PDCA��
��⣺ȷ����ʵʩ���ƴ�ʩ����������ĺ����һ����/�ⲿ�˿ͣ���֤���ƴ�ʩ����Ч�ԡ�ICA�DZ����˿�����һ�����������֢״Ӱ����κ��ж���
-
���������֢״
-
��ִ��ǰ��֤��Ч��
-
��ִ�й����м��
-
�γ��ļ�
ICA��Ҫ��3����������ȷ����ִ�У�Χ�·�Χ�ǿͻ�����桢��;Ʒ�����ڿ��Ʒ������������ش���(�˻����ع������ϵ�)��
D4��ȷ������֤����ԭ��
Ŀ�ģ���ͳ�ƹ����г��������������������������DZ��ԭ������˵�����ᵽ�����ƫ���һϵ���¼�����ԭ���������Բ�ȷ����������ĸ���ԭ��
�ؼ�Ҫ�㣺��������ԭ���б��е�ÿһ��ԭ��ԭ��ɷ�ʹ�����ų�����֤��
���Ƽƻ���
���ߣ�FMEA��PPM��DOE�����ͼ��ͷ�Է籩&����ͼ��5why�����Ƚ���ơ�
��⣺����������ԭ��ֻ���ҵ���������Ч������⡣�������ֻ�Ǻ�Ū��ŪӦ�����£�û��ʲô���塣
���Ҫ�ҳ�һ��DZ��ԭ��DZ��ԭ��������飬���벢��֤����ԭ��ȷ����ͬ�ľ�����ʩ����������ԭ��ʹ�����ͼ��FTA��ͷ�Է籩�����������ҳ����п������أ���������֤�������ҵ���������ԭ�������ԭ��
D5��ѡ����֤���þ�����ʩ
Ŀ�ģ�������ǰ���Է��������Է�������������ȷ����ѡ��У����ʩ�ܹ�����ͻ����⣬ͬʱ���������̲����в���Ӱ�졣
�ؼ�Ҫ�㣺��������С���Ա�ʸ�;���ߣ�ѡ����Ѵ�ʩ;����������ʱ��ʩ�����Ҫ����ѡ��;��֤;�������ŵִ�����þ�����ʩ;���Ƽƻ���
���ߣ�FMEA�������֤�ͱ��棨DVP&R�������ͼ���Ƚ���ơ���������¼����
��⣺ͨ���Բ�ͬ�ľ�����ʩ������������ɸѡ��������ʩ�����ݷ���������ȷ����Ҫʱ��Ӧ����ʩ�����������ķ���Ӧȷ�����Ա��ֳ���Ч����
����������Ӧ�̵�8D�����и�D5����һ����������ij���7�䡰��ǿ������ǿ������ѵ����ǿѲ���������ǿ�������ȣ���ǿ���̿���---�ջ�һ�ѡ���ǿ��ʲô�̶�û�����������巽����д���壬����˵��������ԭ������Ƶ��10����1�������ڼ�ǿ��5����1����ͬ���ļ�ǿ��ѵ��ԭ����ѵ�������٣�������ѵ�ƻ���������������ǵĶԲ߲���֧�š�
D6��ʵʩ���þ�����ʩ
Ŀ�ģ��ƶ�һ��ʵʩ���ô�ʩ�ļƻ���ȷ�����̿��Ʒ����������ļ�����ȷ������ԭ�����������������Ӧ�øô�ʩʱӦ�ල�䳤��Ч����
�ؼ�Ҫ�㣺��������С���Ա;ִ�����þ�����ʩ���ϳ���ʱ��ʩ;���ù��ϵĿɲ�����ȷ�Ϲ����Ѿ��ų�;���Ƽƻ��������ļ��ģ�
���ߣ�FMEA��������SPC��PPAP
��⣺ȷ����ʵʩ��ѵľ�����ʩ��ѡ�����п��Ʒ��������м�أ��ڱ�Ҫʱ��ʵʩӦ����ʩ��
D7��Ԥ���ٷ���
Ŀ�ģ������еĹ���ϵͳ������ϵͳ��������������������Է�ֹ��һ�������������������ظ�������
�ؼ�Ҫ�㣺ѡ��Ԥ����ʩ;��֤��Ч��;����;��֯����Ա���豸�����������ϡ��ļ�����ȷ����
���ߣ�FMEA�����Ƽƻ�CP����������ͼFlow-chart��
��⣺���Ԥ�����飬����չˮƽչ��������CP��PFMEA��SOP�ȱ�ע�ļ���ʵʩԤ����ʩ���ӵ��ͻ�Ͷ�ߺ�5������������Ҫ�ύ����8D��
D8��С��ף��
Ŀ�ģ�����С��ļ���Ŭ������С�鹤�������ܽᲢף�أ�
�ؼ�Ҫ�㣺��ѡ��ı�����Ҫ�ĵ������С�鹤�������ĵ��γ��ļ����˽�С��Խ������ļ������������Խ�����������Ĺ������Ҫ�����ʡ���������
��⣺����8DҪ������˸����Լ�8DС���Ա�Ժ�����8D����Ч�Ժ�ִ��Ч��������֤��ֱ��ʵʩ�������ȱ��PPM�нϴ���Ʋ����ȶ��½����ơ���QM��PM��Ч��������֤ȷ�Ϻ�Ż�ùرա�������Ҫ���½��и�Դ�����;���Ԥ����ʩ��ʵʩ��
һ��8D�ļ������Ա�����ʽ���֣�
1.�ŵ�
-
���������������Ч���������ܹ���ȡ����Դ�ʩ������������ִ�������Խ�����ʩ��
-
�ܹ�����̽�������������ݵĿ���ϵͳ�� ���ݵ���о���������߿���ϵͳ�������ٴγ���ʱ�ļ��������
-
Ԥ�����Ƶ��о������ڰ���ϵͳ����������ڳ����Ρ�
2.ȱ��
���������к���ҵ�ܹ�˾����ij��������������������Ford��˾��������8D(�˸�����)32����������Ҫ�ġ����ӵļ�����������ʵʩ������ʩ��ȡ���˽Ϻõ�Ч�����ֽ��һ��������8D�����������ݼ�ʵʩ������һ���ܡ�
��һ��������С�顡
�ڲ��ϸ���ʱ���齨һ��С�顣С���ԱӦ�߱������ʱ�䡢Ȩ�ޡ�����������������ؼ������ʡ�С��Ӧ��һ����ָ���ĸ����ˡ�2001��6�£��ҳ�Ϊij����������һ�̵ּ������ⳡ������������Ʒ�ʳ��꣬�յ�����������������Ϣ����Ҫ���ҳ����ġ�����������������������ʦΪ�鳤����ơ����ա����������۵���ԱΪ��Ա�Ľ������С�顣
�ڶ�����˵�����⡡
�ÿ������������ϸ˵�����⡣
1���綨���⡡��
��������ֵ�ʱ�䡢���������ʱ�䡢���������ʱ��ȡ�����
�����ⷢ���ĵ���λ�ú��ϵIJ�λ������
�����ⷢ����������Ƶ�ʡ���
���ֳ�ר�Ҽ��ۺ����ʦ�Ĺ۵㡣��
���������綨���ü̵���ʹ�ù���ʧЧ���⣬��2000��9�³���ʼʱ�з��������ι������������ء���������Ʒ28ֻ���ⳡ������Ϊ0��6�� ������鷢�֣���Ҫ���ڴ�����ʴ����̵���ʧЧ��
2������������ԡ���
�ٹ˿������̬�ȶ�����������֯�������Ʋ����ĸ���Ӱ�졣����
�ڶԲ�Ʒ���ܡ��ɿ��ԡ���ȫ�ԡ������Ե�Ӱ�졣����
���ֳ���ά����ɵ�ֱ�Ӿ�����ʧ������
����ͬ���Ʒ�IJ�ࡣ����
���������ҳ�������������Ϣ����ȷ��ʾ�˶��ҳ��IJ������̵���ʧЧ�����³����ĵ�����������Ӱ���г���ȫ��������Ҫ���ҳ��������ģ����ƻ���6�·ݿ�ʼ�Ըü̵��������������ٿ��ˣ����������Ը���0��3�� �������ҳ�ʵʩ�ͷ��Դ�ʩ������ҳ��IJ�Ʒ���ۼ���ҵ����Ӱ��ϴ�
3��ȷ���������Ľ������
ȷ���������Ľ�������ݹ˿������趨Ӧ�ﵽ��ָ�ꡣС���趨���ĺ�ļ̵����ⳡ������<0��25�� �� �����������������չ˿͵�Ҫ��
��������ʵʩ����֤��ʱ�Դ�ʩ����
1����ȡ��Ӧ�Ĵ�ʩ��
�ӵ�����������Ϣ�����ҳ������Բ�Ʒ���и��룬����������������Ʒ���˻س����и��顢ɸѡ������
2����ȡ��ʱ�Դ�ʩ����
��ȡ��ʱ�Դ�ʩ��Ŀ����������ȼ��ٹ˿���ʧ����ʱ�Դ�ʩ����100�� ��顢���á�������ά�ȣ�С������ƶ��ϸ������ͨ��ͳ�Ƽ����Բ�ȡ��ʩǰ������ݽ��з������Ƚϡ���ʱ��İ����ϲ���̫�������Ҳ�Ӧ����������ij��֡���
���ڸü̵���Ϊ�ҳ����ҹ�����Ϊ��Ӱ�����������������ҳ���ȡ��100�� ɸѡ��ά����ʱ�Դ�ʩ�����弼������Ϊ������
�ټ��ò�Ʒ��������������
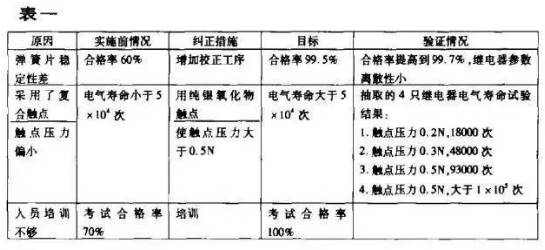
�ھ�����Ǽ��ż�϶������ѹ�������г̵ȣ����ִ���ѹ���ձ�ƫС��С����Ϊ������ѹ��Ӧ��֤����0��5N��ɸѡ�����˴���ѹ��С��0��5N�IJ�Ʒ(Լռ�������Ʒ��40�� )������
�۶Ըò�Ʒ���л���Ӧ��ɸѡ����(�ߵ��¶���ɸѡ���������ɸѡ)��������O��2�� ������IJ�Ʒ������
�ܼ�ʱ����ɸѡ��IJ�Ʒ������������װ������Ҫ��֪ͨפ��������ص���١�����
ͬʱ���ֱ��ȡ����ѹ������Ͳ�����O.5N�IJ�Ʒ����ֻ���е��������;����飬Ԥ������ʱ�䳬��ll�졣
���IJ���ȷ������ԭ��
1��Ѱ������DZ��ԭ��
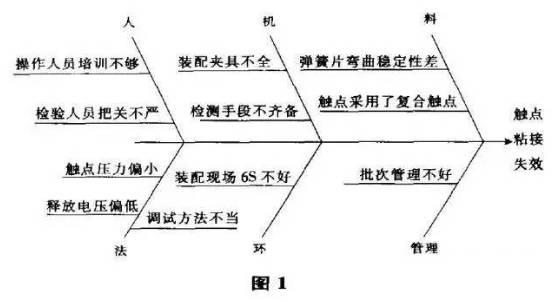
���ȣ�ͨ��ֱ��ͼ�ҳ���һҪ���Ƚ�������⡣��ͳ�ƣ��ü̵���ʧЧ����95�� Ϊ������ʴ�� ���ǵ�һ���Ƚ�������⡣��Σ��������ͼ�����ˡ������ϡ����������������֣�Ѱ������������ʴ��DZ��ԭ��(��ͼ1)��
2��ȷ������ԭ��
��ÿһ��DZ��ԭ��ͨ�����顢��������顢�������ֶΣ������б����Ѱ�Ҳ���֤����ԭ��
���岽��ѡ����֤������ʩ����
����ȷ����ѡ��ľ�����ʩ��ȷ������˿͵����⣬���Ҳ��ᷢ�������á���Ҫ��ÿһ����ʩ����Ч�Խ�����֤�� ��Ҫʱ��Ӧ�Ծ�����ʩ�ķ����Խ������ۣ� �ƶ�����Ӧ��Ӧ���ƻ�(���һ)��
��������ʵʩ�����Ծ�����ʩ
Ϊ��֤���ϸ�ԭ����������ҳ���2001��7�·ݶԸ��ͺż̵���ʵʩ�����Ծ�����ʩ�� ��ȷ����6���µ��ⳡ�����ʸ������ޣ�����֤����Ч�ԡ�
���߲�����ֹ�ٷ�����
�Ĺ���ϵͳ������ϵͳ�����������������Է�ֹ��һ�������������������ٷ��������ڸ��ͺż̵��������������Ծ�����ʩ��������֤����������ļ��������ļ�������Ӧ���ģ��������˱�Ҫ�Ĺ��������ֶΡ�
�ڰ˲�����С��ף�ء�
ͨ����̸�����ʽ�ɸ߲��쵼��С��ļ���Ŭ�������ɹ�����϶�����Ҫʱ���б��ã��Թ���С�������µĹ��ס�
|  �������:
�������:









