 |
ȫ�����ߣ�400-8382-518 |
|
�Ͼ��ӱ�������ѯ����˾
��ַ���Ͼ����ü���������
���䣺1090907222@qq.com
�绰��025-85500802 |
|
���ݹ�������ɽ�ӱ����ܿƼ�
�绰��13913903988 |
|
���ݹ������㽭����ģ�߿Ƽ�
�绰��15050470635 |
|
�人���´�������������С��
�绰��18971557997 |
|
|
|
|
|
| |
��������ֳ���������������ҵ��ǿ������, �������ܡ�ð��©���Ρ��͡��ࡢ�ҡ��״������߲�Ʒ������Ա�����ʣ���֤��ȫ�������������ҵ����Ч�棬��ǿ��ҵʵ������ʮ����Ҫ�����塣
һ�������ֳ������ı���Ҫ��
�����ֳ������Ļ�������
���������ֳ�����������
�ġ��ֳ�����֯�ṹ���ԭ��ְ��
�塢�����ֳ�Ա���Ĺ���
���������ƻ����ƶ�Ҫ��
�ߡ������ɱ��Ŀ���
�ˡ��ֳ������ƶ�
1. ʲô���ֳ�����
�ֳ���������ָ�ÿ�ѧ�Ĺ����ƶȡ����ͷ����������ֳ�������Ҫ�أ������ˣ����˺�����Ա���������豸�����ߡ���λ���ߣ����ϣ�ԭ���ϣ��������ӹ�����ⷽ�������������������ţ���Ϣ���Ƚ��к�����Ч�ļƻ�����֯��Э�������ƺͼ�⣬ʹ�䴦�����õĽ��״̬���ﵽ���ʡ���Ч���ͺġ����⡢��ȫ������������Ŀ�ġ�
2. ���������ֳ������ı���
��Ա����������ƥ�䣻
���Ϲ��ߣ���������
���ع滮����ע������
�������̣��������ɣ�
�����ƶȣ���ʵ�ϸ�
�ֳ�������������ࣻ
�豸��ã���ת������
��ȫ��������˳����
�������ʣ����ؾ��⣻
�Ǽ�ͳ�ƣ�Ӧ����©��

3. �ֳ�������Ҫ��(5M1E������)
�ֳ�����������Ҫ�ؼ����ˡ������ϡ����������⡣Ҳ��Ϊ5M1E��������
-
�ˣ�Man���������߶���������ʶ������������״���ȣ�
-
������Machine�����豸�����������ľ��Ⱥ�ά������״���ȣ�
-
���ϣ�Material���������ܷ�ﵽҪ������ܵȣ�
-
������Method�����������ա��豸ѡ������̵ȣ�
-
������Measurement��������ʱ��ȡ�ķ����Ƿ������ȷ��
-
������Environment���������ֳ��ļ���Ҫ�����������ȣ�
������������ص�Ӣ�����Ƶĵ�һ����ĸ��M��E�����Ϊ5M1E��
��һ��. 5S�ֳ�����
1. ʲô��5S�ֳ�������
��5S�����Դ���ձ��� ��Ҫ���ݣ�������Seiri�������٣�Seiton������ɨ��Seiso������ࣨSeiketsu����������Shitsuke����5���ʵ���д����Ϊ��5��������������ƴ���ĵ�һ����ĸ���ǡ�S�������Լ��Ϊ��5S�� ��

2. ��5S���Ļ������ݣ�
-
����(SEIRI)������Ҫ�úͲ�Ҫ�õĶ�������Ҫ�õĶ�����������
-
����(SEITON)��Ҫ�õĶ������涨��λ.�����ذڷ����룬��ȷ�ر�ʾ��
-
��ɨ(SEISO)��������ڵ����ۣ�����ֹ��Ⱦ�ķ�����
-
���(SEIKETSU)����ǰ3Sʵʩ�������ƶȻ�.�淶��.�ִ᳹�в�ά�ֳɹ���
-
����(SHITSUKE)���������涨���£����ɺ�ϰ�ߡ�
▶ ����
-
���ڵĹ�������(��Χ)ȫ����
-
�ƶ�����Ҫ���͡�����Ҫ�����б����
-
�������Ҫ��Ʒ��
-
������Ҫ��Ʒ��ʹ��Ƶ�ȣ������ճ�������
-
�ƶ������ﴦ��������
-
ÿ�����Ҽ�顣
-
������Ҫ��Ʒ��ʹ��Ƶ��,�����ճ�����
▶ ����:
Ҫ��ʵǰһ���������������������̣�ȷ���÷ų������涨���÷��������߶�λ����ʶ������Ʒ(Ŀ�ӹ������ص�)��
�����ص�:
-
����Ҫ�γ��κ��˶�������ȡ������Ҫ������״̬��
-
Ҫվ������.����ְ�����˵���������,ʹ��ʲô��������ʲô�ط���Ϊ��ȷ��
-
���ڷ��ô��뱻������,��Ҫ�뷽��ʹ��������ȡ��ʹ�ã�
-
����,ʹ�ú�Ҫ�����ָ���ԭδ,û�лظ������ʱ������֪����
▶ ��ɨ:
������ɨ������(������)��ִ������ɨ��,�������ۣ�ִ��������ȾԴ,���Զž���������ɨ��,��Ϊ�淶��
��ɨ�����ݣ�
����ɨ��,�������ۣ������ļ�����ɨ�������豸����ɨ�������������ɨ��
▶ ��ࣺ
�������3Sʵʩ�������ƶȻ����淶�������ִ᳹�м�ά�ֽ����
���Ҫ�죺
▶ ������
�������к�ϰ�ߡ����ع����Ա�������Ա��������òˮ��Ӫ�����徫��
�������ݣ�
▶ 5S�ֳ������������в���:
-
����������֯
-
�ⶨ���з��뼰Ŀ��
-
�ⶨ�����ƻ���ʵʩ����
-
����
-
��������
-
ʵʩ
-
���ȼ�����
-
����������
-
��̬��
1. ��ҵ�����Ķ���
��ν��ҵ���������Ƕ�����ҵϵͳ��������Ļ����ϣ���������ҵ������ÿһ���������ÿһ�������зֽ⣬�Կ�ѧ�����������ƶȺ�ʵ������Ϊ���ݣ���ȫ������Ч��ΪĿ�꣬����ҵ���̽��и��ƣ��Ӷ��γ�һ���Ż���ҵ�����ﵽ��ȫ��ȷ����Ч��ʡ������ҵЧ����
2. ��ҵ����������
-
������ҵ�Ѹ��ӵĹ����ͳ�����ҵ�л����ں�һ�壬ʹ�������·��������г������б���
-
�ƹ������ҵ�����Ż�������ҵ�������ı䲻����ҵϰ�ߣ�ʹÿһ���˶����հ�ȫ��ʡ����ͳһ����ҵ����������
-
������ҵ�ܽ���ȫ�����ƶȾ��廯��
-
������ҵ����������ҵ����ˮƽ����ߣ��Ӷ������ҵ����Ч�档
3. �����ƶ�Ҫ��
-
Ŀ��ָ����ѭ�������ܱ�����������ͬƷ�ʵIJ�Ʒ����ˣ���Ŀ���صĴ������������֡�
-
��ʾԭ��ͽ�������硰���Ӻ��Ӧ��3�ס�����һ�������Ӧ������Ϊ�������ӹ���3.0A����20���������3.0�ĺ�ȡ���
-
ȷ��Ҫ��������Ͻ���˿ʱҪС�ġ���ʲô��ҪС�ģ�����ģ���Ĵ����Dz��˳��ֵġ�
-
������-���壺ÿ���������˱���������ͬ�ķ�ʽ���ͱ���Ϊ�˴ﵽ��һ�㣬����Ӧ�ö�ʹ��ͼ�����֡�
-
��ʵ������������ʵ�ģ����ɲ����ġ�
-
������ʱ������������
4. ����ƶ���ҵ����
5. ��ҵ����Ӧע������⣺
-
�ƶ���Ҫ��ѧ������
-
�мDz�Ҫ����ʽ���壻
-
��Ҫһ���У����ƶ����ƶ���
-
ע���־�����
1. Ŀ�ӹ����ĺ���
Ŀ�ӹ�������������ֱ�۶���ɫ�����˵ĸ����Ӿ���֪��Ϣ����֯�ֳ���������ﵽ����Ͷ������ʵ�һ�ֹ����ֶΣ�Ҳ��һ�������Ӿ������й����Ŀ�ѧ������ ����Ŀ�ӹ�����һ���Թ��������Ӿ���ʾΪ�����Ĺ�����ʽ�� 
2. Ŀ�ӹ��������ݷ���
���ơ����� ���źŵƻ����쳣�źŵ� ����������ͼ �����Ѱ� ����ʾ�ơ������� ����ʾ�� ����ʾ�� ������������ �ȵȡ�
3. Ŀ�ӹ���������
-
Ѹ�ٿ�ݵش�����Ϣ ��
-
����ֱ�۵ؽ�DZ��������˷��������ֳ��� ����������߹���Ч�� ��
-
�ۡ����������� ��
-
�ٽ���ҵ�Ļ��Ľ������γ� ��
-
���ȸߣ������ֳ���Ա����ල�����Ӽ������� ��
-
�����ڲ������õ�����������ЧӦ ��
4. ����Ŀ�ӹ����Ļ���Ҫ��
-
ͳһ��Ŀ�ӹ���Ҫʵ�б�����
-
��Լ�������Ӿ���ʾ�ź�Ӧ����һĿ��Ȼ��
-
�����������Ӿ���ʾ�ź�Ҫ������λ�����ˣ��ֳ���Ա���ܿ��ü��������壻
-
ʵ�ã����ڻ����ӣ��ٻ�Ǯ����ʵЧ��
-
�ϸ��ֳ�������Ա�������ϸ����غ�ִ���йع涨���д��ؾ����ͷ�������
�����ֳ����������������ĺ��ģ�Ҳ�����������Ļ������ڣ����������ֳ�������������ÿ����������ҵ����Ҫ������
����������Ҳ������Ч����ȫ����������������һ��dz����ӵĹ���������������Ҫ�Ǽ�Ҫ�Ľ�һ�£�����Ĵ�һ���ѧϰȫ������������
1. ��ȫ������������ʹ��PDCAѭ����
-
P��Plan�� �����ƻ���
-
D��Do�� ����ִ�н�
-
C��Check����������
-
A��Action������������
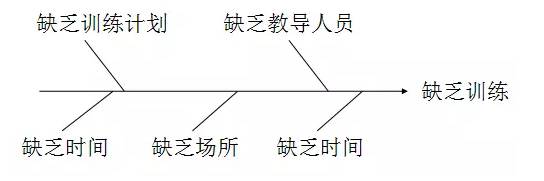
2. ���ͼ�ֽ����ͼ��ʹ�÷���
���ͼ�ֽ����ͼ���������������ԭ�����ڶ��ԭ����ࡢ�ֲ��ͼ�Ρ�
����һ������Ϊ������Ч�ʵ��䡱
��������ҳ�����ԭ��5M1E��������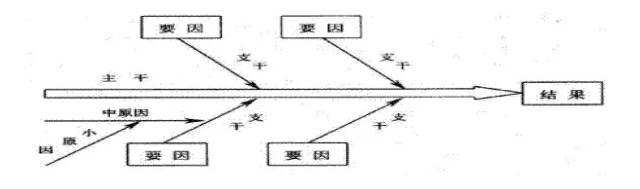
�����ģ��ҳ���Ҫԭ������Ȧ����
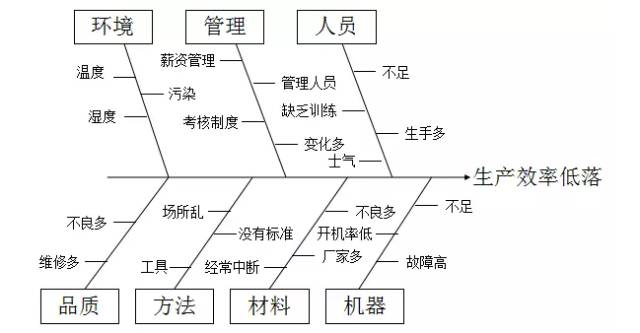
�����壺��Ҫԭ���ٷ���
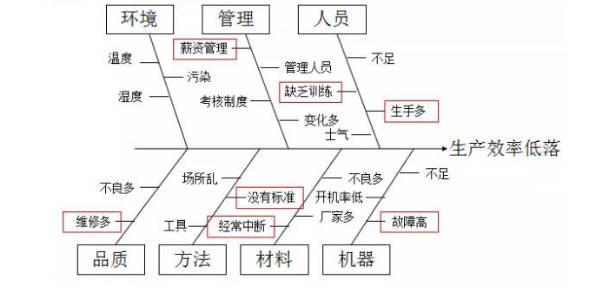
���������������֮ԭ���ⶩ���Ƽƻ���������У�ֱ��ȡ�óɹ���
��.�����ֳ�����֯�ṹ���ԭ��ְ��
1. �����ֳ���֯���ǹ�˾���������֯������֯�ṹһ�������֣���ֱ��ʽ��ְ��ʽ��ֱ��ְ��ʽ��
ֱ��ʽ
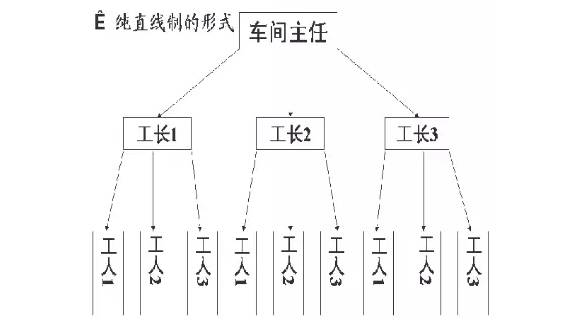
ֱ��ְ��ʽ
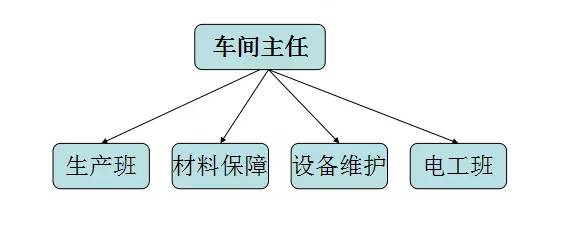
ְ��ʽ
2. �ֳ���֯��Ƶ�ԭ��
-
ͳһָ��ԭ��
-
Ȩ��Ե�ԭ��
-
��Ȩ���Ȩ�ʶ�ԭ��
-
������ְ��������ְ���ϵ�ԭ��
3. �����ֳ���֯��ְ��һ���Ǹ��������Ĺ����������ƶ����ɲο���λְ��˵�������ƶ���
4. �����ֳ���֯�ṹ��Ƶ�Ҫ���ǣ������塢����ָ�ӡ�������Ԫһ����8-15�˻��飩֮�䣬ԭ���ϲ��踱ְ��
1. �����������������ߵı�
-
����������ҵ�Ļ�
-
���ƶ���ʵʩ�����Ĺ����ƶ�
-
��������ʵʩ��ȫ����
-
������ֲ���Ҫ���˷�
-
���Ϲ��������¸���
-
�������������ֳ�����
-
ʹ���ִ��������ߵĶ�����
2. �����ֳ�����������
-
�ϸ�ִ���ƶ�
-
���Ա������
-
����Ա��
-
������������
-
������Ϣ����
-
���������ƶ�
-
��ƿ�ѧ��������
-
��߹���Ч��
-
ȷ����Ʒ����
-
��ȫ����
-
ʵʩԱ����Ч����
�����ƻ�������ҵΪ�������������г���Ҫ��˿�Ҫ��IJ�Ʒ����ȷ����������ʱ�䣬����������������������Ҫ��������Լ��������������ƻ����ֳ������������������ƻ��ƶ�����Ҫ������֮һ��
1. �����ֳ������߲��������ƻ��ƶ���Ҫ��
-
�۲�������������
-
�ṩ��Ʒ������ָ֤�ꣻ
-
ȷ���������ɱ���
2. �����ƻ�ʵʩ�жԹ����ߵ�Ҫ��
-
�Ż��������̣�
-
���ƿ�����⣻
-
Э�����Ϲ�ϵ��
-
�������Ч�ʣ�
-
��ʱ��ͨ��Ϣ��
1. �����ɱ����Ƶĸ���
���������еijɱ����ƣ������ڲ�Ʒ����������У��Գɱ��γɵĸ������أ����������ⶨ�ı��ϸ���Լල������ƫ��ͼ�ʱ��ȡ��ʩ���Ծ������Ӷ������������еĸ�����Դ�����ĺͷ��ÿ�֧���ڱ��涨�ķ�Χ֮�ڡ�
2. �����ɱ����Ƶķ���
▶�ƶ��ɱ�����
-
�ƻ�ָ��ֽⷨ��
-
Ԥ�㷨 ��
-
��� ��
-
�ල�ɱ����γɣ�
-
��ʱ����ƫ�
-
�ù������������ɱ���
3. Ӱ�������ɱ�����Ҫ����
-
��Ʒ�����¹ʣ�
-
�豸�����¹ʣ�
-
��������ƿ����
-
Ա������������
-
�������̲�˳��
-
Ա������ƫ�ͣ�
-
�����������㣻
-
���������˷ѵȡ�
4. �ɱ���������Ч����
��һ�� �����˷�
-
���������˷�
-
�ȴ����˷�
-
���˵��˷�
-
�ӹ������е��˷�
-
�����˷�
-
�������˷�
-
���첻��Ʒ���˷�
������ ���Ա����ѵ
-
����Ա���Թ�˾���˽⣻
-
���Ա�������������¹ʵķ�����
-
��ǿԱ�������ԣ�����Ա�������ʣ�
-
��ѵ������߹���Ч�ʣ���������
-
��ʹԱ�������ĸ�ǿ������������Э��������
������ �������
��������Ƕ�ԭ���ϼӹ�������ӹ�����װ����װ������������ڵ���֯���������̵���ơ�
-
���̽�����Ŀ����Ϊ�������ӪЧ�ʣ����ڴﵽ���õ�Ч����
-
����ʵ���Ͼ��ǰѹ��������⻯�ɿ����滯��֪ʶ������ͼ������˵������ʹ֮�ܹ�����ظ��ƣ�ʹ��ҵ�ﵽѸ�١��ͳɱ����ŵ�Ŀ�ġ�
-
�������̹����ľ��衣
-
���̹���������������ʱ���������̵���Ӧ�ԣ��������Ϊ���ŵĽ�ڡ�
���ģ� �ද������
���۶���:
�ද�����۵���˼�롢�¸���
1. �����ֳ������ƶȵ�����
�淶Ա���������ֳ���������ʵ�־��⡢��ȫ���������������ҵ�����ʣ���߾���Ч�桢�ﵽ���ʡ���Ч���ͺġ�
2. �����ֳ������ƶȵ�����
�������������չ��������ù������豸���������߹�����������������Դ�������Ͷ����ɡ���ȫ������
�ֳ������ƶ�һ�ǿ�ѧ��ɲ����ԣ������ϸ��ִ�С�³Ѹ����˵��:���ձ��˿��µ���̫�����棬�й��˿��µ���̫�����桱 | |
|
|
 �������:
13913903988
�������:
13913903988







