����U����������һ���˺����������������̵IJ�������Ա���ո������Ľ��п��������ҵ���������Ӷ��γɶ��ֻ������ܷ��������Ժ��ѱ���������ߵ��м�������������������ڶ���������������ҵ�߾���һ�����ڼӹ�һ��������Ʒ����ܽ�����ҵ��������֪�������γ���ȫ���⻯��
�ɼ������������ߵ������Ƿ�����ʱ���仯�������ߣ���ÿ����p���ܶ����н����Ե����췽���������������ߵIJ��ָĸ�˳����˸�����Ʒ���������⣬��U������������ȫ��ͬ��
��3�����տ����ַ������Զ���������
��������ˮ�ߣ��Զ������������½��в������ã���Ϊ��е�豸�İڷſ������������տ�����һ�������Ե�����
��������ˮ�ߣ����Զ��������ߴ�ɢ�����½��в������õ������ߣ���е���������ַ��ٵķ���һ�������Ե�����
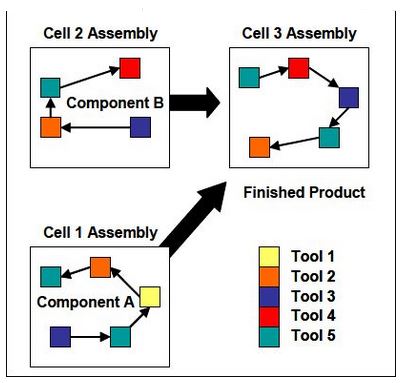
���豸Ϊ���ĵ��Զ��������߲���һ�㶼��ֱ�߲��֣�������ô��ʹ������ӡ��Զ���������һ�㶼����ͬ������ʽ�������ڶ�Ʒ��С�����ĵ���ʱ�����Զ��������ߵ���ƺͿ������볹���������������˷ѣ�ͬʱҪʹ�����߾������Ӧ���г��仯�Ĺ��ܡ��Զ��������ߵ����Ի��Ǽ�����Ա��Ե������⣬�����ڶ�ʮһ���͵Ľ�����������ļ���ҵ��Ҫ����ȫ�Զ���һƷ�ֵ��Զ�����ˮ���ˡ�ʵ���ϡ�һ������CELL�������Զ����ǵͳɱ������Զ�������ʽ��ͼ5��3��ʾ�����˷ѵ��Զ�����
 �������:
13913903988
�������:
13913903988