|
Ŀ¼
- 1 Լ�����۸���
- 2 Լ�����۲����ı���
- 3 TOC�ľ���ԭ��
- 4 TOC�������IJ���
- 5 MRP��JIT��TOC�ĶԱȷ���[1]
- 6 Լ�����۵ĺ��ļ��ؼ�����[1]
- 7 ƿ����ʱ���Լ�ʶ��
- 8 TOC����Ҫ��������
- 9 Լ��������������ҵ�е�Ӧ��[2]
- 10 �����
- 11 �ⲿ����
|
[�༭]
Լ�����۸���
����Լ�����ۣ�Theory of Constraints, TOC������ɫ������ѧ�ҡ���ҵ�������ʸ�����ز�ʿ(Dr��Eliyahu M��Goldratt)�����������Ż���������(Optimized Production Technology��OPT)�����Ϸ�չ�����Ĺ��������������������������ҵ��Ӫ������ж����������Լ���ص�һЩ�淶����������֧�������Ľ�(Continuous Improvement)��ͬʱTOCҲ�Ƕ�MRPII��JIT�ڹ���ͷ����ϵķ�չ��
����������ش���Լ�����۵�Ŀ�������ҳ��������������������ڹ��ɣ�Ѱ��һ�ַ�����Ӫ��������Ŀ�ѧ��˼ά��ʽ�ͽ���������Ч����������һ�仰������TOC�����ҳ�����ʵ��ϵͳĿ���Լ������������������������ϵͳ���Ʒ�����
����TOCǿ���������ҵ������һ��ϵͳ��������Ч����������Ǻʹ������⣬TOC�Ļ���Ҫ�����£�
����1����ҵ��һ��ϵͳ����Ŀ��Ӧ��ʮ����ȷ���Ǿ����ڵ�ǰ�ͽ��Ϊ��ҵ��ø��������
����2��һ�з�����ҵʵ������Ŀ������ض���Լ��
�����������������ѧ������ͼ��ԭ������ϵͳ���ش�Ӱ�����������������Լ����Ϊ�����࣬��������һ����Լ���и������ͣ������������͵ģ����г������ϡ��������ʽ�ȣ����һ��з������͵ģ�����ڼ�������֤��ϵ����ҵ�Ļ��������ơ������ƶȡ�Ա����Ϊ�淶����̬�ȵȵȣ�������Щ��Ҳ�ɳ�Ϊ������Լ����
����3��Ϊ�˺���ʵ��Ŀ���ҵ����Ч����TOC���ƴ�ͳ�Ļ�Ƴɱ���������������Ҫ����ָ�꣬����Ч�������������з��á�TOC��Ϊֻ�ܴ���ҵ�����������۸Ľ���Ч����������ֻ���ֲ������Ͷ�ʺ����з�����Ȼ���Խ��ͣ����Dz��ܽ��������£�ֻ����Ч�������п��ܲ�������(���±�)��
����
����4����-����-����(Drum-Buffer-Rope Approach��DBR��)�ͻ��������(Buffer Management)
����TOC���������ƻ�(MPS)������"��"������ƿ����Դ������Լ����Դ(Capacity Constraint Resources��CCR)�Ŀ���������ȷ����ҵ���������������ΪԼ��ȫ�ֵ�"�ĵ�"���ĵ��൱��ָ�������Ľ��ģ�������ƿ������װ����ǰҪ�������ϴ������壬�Ա�֤�������ƿ����Դ��ʵ��������Ч���������밴��ƿ�������������������ƿ������ǰ�����������Ͷ���������仰˵��ͷ�������������Ҫ���ƵĹ���������ͬ��һ��������Ϣ������ǣס�Ķ��飬��ͬһ���ģ���������Ʒ�������Ա����ھ�����������������½���������ƿ������ǰ�ķ���Լ��������õ��żƻ���ƿ��������˳�żƻ�����������ƿ������Ľ�����֯������
����5������ʹ���Լ���ľ��߷���
����TOCǿ�������ַ�����ͳ��Ϊ˼ά����(Thinking Processes��TP)�����±���
����
����Ӧ��TOC��óɹ�����ҵ�ܶ࣬�������ÿ���˹ʳƷ��˾���������ǰ���ھ����ϵı�Ҫ�ԣ���1992��Ϳ�ʼ������TOC���ƻ�������Ը��ع�˾�ĵ�����ҵ��Ϊ����������TOC�����ʡȥ��Ϊ���������������Ԫ��Ͷ�ʡ��뵼����Ү������Ҳ������TOC����ǰ����1����ڼ�����75��������������ͬ�����豸�����������25����
[�༭]
Լ�����۲����ı���
����Լ�����ۣ�Theory of Constraints��TOC������ɫ������ѧ�Ҹ�����ز�ʿ��Dr�� Eliyahu M�� Goldratt���������Ż�����������Optimized Production Technology��OPT���Ļ����Ϸ�չ�����ġ�
����OPT��Goldratt��ʿ������������ɫ�м������ߴ����ģ�������1979���°���������������CreativeOutput��˾������ȥ�������У�OPT�й������õ���չ��ͬʱOPT�����������ʼ����������CreativeOutput��˾�ķ�չ�����䣬��رա�OPT����������Ȩת�ø�һ����ΪSchedulingTechnologyGroup��Ӣ����˾��
����TOC��������Ϊһ���������������֡���The Goal������The Race���������������TOC���������˶��ߵĹ㷺��Ȥ��ʵʩ������������顣TOC�������������Ϊ������ҵ���й��������ƿ������ķ��������������Ľ�����չ����"�����ʡ���桢��Ӫ�ɱ�"Ϊ������ָ����ϵ�����γ�Ϊһ���������Ӳ����ʶ����Ǵ�ͳ��������ٳɱ��Ĺ������ۺ��ߣ������ո��ǵ���ҵ����������ְ�ܷ��档
����1984�꣬Goldratt��ʿ��������ĵ�һ����С˵��д�ɵ�TOCר����Ŀ�꡷�У�������һλ����Ӧ��Լ������ʹ�����ڶ�ʱ����ת��Ϊӯ�Ĺ��¡�Goldratt��ʿ��һ����ҵ������һ�����ӡ�����������һ������һ��������ϵͳ���ܹ��������������������ҵ�ڲ��������š����һ�����ϡ����ܺ�����Ϊ�ɶ�����������һ�㡣Goldratt��ʿ��Ϊ�κ�һ���������ٶ�����һ��Լ�����أ��Ӷ��谭����ַ���DZ�ܡ�����ҵΪ����������Ϊ���ֲ�ȷ�����������谭����ʵ������������ϵͳ����ͬ���ǵ���������һ����Լ������ʹ���������غɶ��������ѡ����������ı����������ģ��������������������ںܶ���ҵ�ձ���ڣ�ʹ�˶����������иС�һʱ�䣬������ȫ����������200����ᡣ1986�����꣬Goldratt��ʿ��RobertE��Fox��ͬ����Goldratt�о�������1991�꣬��������˿�ʼ֪�����˽�TOC��ʱ��TOC�ַ�չ������������ϵͳ����������"˼ά����"��ThinkingProcess����TP����TOC���۾������������ϵط�չ�����졣
����Լ��������������ҵ��õ��ܶ�Ӧ�ã���20����90������γ����ƵĹ�����ϵ������������������Э�ᣨAmerican Product and Inventory Control Society�� APICS���dz���עTOC������Ϊ��Լ��������Constraint Management��������ר�ų�����Լ�������о�С�顣��С����Ϊ��TOC��һ����������������ߵĽ�ϡ���Լ��������ҵ��ʵ����Ŀ��Ĺ������ִ�Ļ�DZ������Լ���ء�Լ��������ͨ�����ʶ���������ЩԼ����ʹ����ҵ�ĸĽ�����Ľ�������ȷ�����Ӷ��ﵽ������ҵ����Ч��ʵ����Ŀ���Ŀ�ġ�
�����ܽ�������TOC���ǹ��ڽ��иĽ��������õ�ʵʩ��Щ�Ľ���һ�����������ԭ��������ҵʶ�����ʵ��Ŀ��Ĺ����д�������Щ��Լ���أ�����һ��ָ�����ʵʩ��Ҫ�ĸĽ���������ЩԼ�����Ӷ�����Ч��ʵ����ҵĿ�ꡣ
[�༭]
TOC�ľ���ԭ��
TOC�ľ���������ҵ�ƻ��ƶ�ԭ��:
- ��Ҫƽ��������������Ҫƽ������
- ��ƿ����Դ������ˮƽ����������DZ����������������ϵͳ��Լ��������
- ��Դ���������������һ����
- ƿ����ʧ1Сʱ���൱������ϵͳ��ʧ1Сʱ
- ��ƿ���Ͻ�Լ��1Сʱ����ʵ������
- ƿ����Լ��ϵͳ�IJ����ʺͿ��
- ת���������Բ�����1�������ڴ��������²�Ӧ�õ��ڼӹ�����
- �ӹ��������ǹ̶��ģ�Ӧ������ʱ����仯
- ����Ȩֻ�ܸ���ϵͳ��Լ�����趨����ǰ������ҵ�ƻ��Ľ��(����Ԥ���趨��)
[�༭]
TOC�������IJ���
����TOC��һ��˼���ķ����ͳ������Ƶij���Ϊ�����IJ���(Five Focusing Steps)���������IJ����ǣ�
������һ�����ҳ�ϵͳ�д�����ЩԼ����
�����ڶ�����Ѱ��ͻ�ƣ�Exploit����ЩԼ���İ취��
������������ʹ��ҵ����������������ڵڶ���������ĸ��ִ�ʩ��
�������IJ�������ʵʩ�ڶ���������Ĵ�ʩ��ʹ��һ�����ҳ���Լ�����ڲ�������ҵ��Լ����
�������岽���ص�����1�����ö��Գ�ΪԼ�����������ϵظ��ơ�
[�༭]
MRP��JIT��TOC�ĶԱȷ���[1]
����MRP����Դ����������ֲ������������ʽ�����������ڳ��ڼƻ�������ȱ�㼯���ڣ�(1)��ǰ�ڡ������Ȳ���Ԥ�Ⱦ�̬�趨��(2)����Լ�����Dz��㣻(3)�ƻ����������룻(4)�ײ㹦�ܽ�������ɼƻ��Ŀ��Ŷ��������������һ����������ǰ������ȶ�����������������������͡�
����JIT��Դ���ձ�����ֲ���ظ���������ʽ����ȱ�����ڣ�(1)����ƻ���������������ֻ�DZ������棻(2)�����棬��δ���ǵ�����ϵͳ�IJ����ʡ�����ƽ��ȷ��������Ӱ�죻(3)���豸����Ա����Ӧ��Ҫ��ܸߡ�JIT�����õ��ǰ�����װ��(ATC))������������������͡�
����TOC��Դ����ɫ�У�����̫������ѧ��Eliyahu M��Goldratt��ʿ�����������ֲ����ɢ��������ʽ��TOC���������ڣ�(1)����ƿ���Ĵ��ڲ��������ƿ����ƿ���ƻ����Ⱥͷ�ƿ���ļƻ���������Դ���(2)TOC����ҪԤ���趨��ǰ�ڣ���ǰ���DZ��Ƽƻ��Ľ����(3)�ۺ����������ַ�ʽ���ŵ㣻(4)TOC����������ƽ��ľ����ԣ���֤����������ƽ������������ͬ����(5)TOC�Ǽ��ƻ��������һ��ķ�����ʵ���������ƻ�����Ƶĺ�г��ͳһ��TOC��Ҫ��������ɢ��������Ⱥ�Ͳ��ö�Ʒ�������������ж��ֲ�Ʒ������ϵĶ���������������װ������
[�༭]
Լ�����۵ĺ��ļ��ؼ�����[1]
����1.Լ�����۵ĺ���˼��
����Լ��������Ϊ����ҵ������Ŀ����������ںͽ���ȡ���������ֻ�е���ҵ�ܹ�����ӯ����ʱ���ܹ��ھ�����������档����TP�������(through put accounting)��Ϊ������ҵ�ܷ�����ı����봫ͳ�IJ���ָ����ϵ(������T�����I�����з�OE)�Ĺ�ϵ��ͼ1��ʾ��
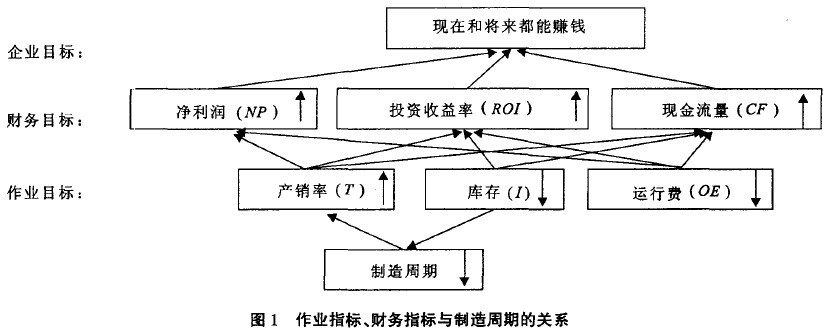
������ͼ1�п��Կ����������ʵ����ӡ��������з��õĽ��Ϳ�����߾���������Ͷ�������ʺ������ֽ����������ǣ�Ҫ��ͨ�����ٿ������з�����ʵ�ֶ�Ǯ��Ŀ�������ȵģ���Ϊ�ڼ��������Ҳֻ�ܰѿ������зѼ��ٵ��㣬��ͨ������������������ȴ�������Ŀ��ܡ�
������ô���������ϵͳ�IJ�������?Լ��������Ϊ��ϵͳ�IJ���������ϵͳ�е�һ�����������ļ���Լ������(ͨ���ֳơ�ƿ����)�������ġ����ԣ�����ϵͳ�IJ���������Ч�İ취���dz������ƿ���Ļ�������Ϊ����ƿ������ʧһСʱ��������ϵͳ��ʧһСʱ��������ƿ�������ó̶Ȳ����䱾������������ϵͳ��ƿ������������ˣ�Լ�����۵ĺ��ľ����ڳ������ƿ����Դ������ͻ��ϵͳԼ�������������������ԡ����ص�ض�ϵͳ���иĽ���
����2.Լ�������������ƻ���Ӧ�õĹؼ�����
����������ϵͳ��Ӧ��Լ�������ƶ������ƻ��������漰���Ĺؼ������Ͳ�����������������棺
����(1)ƿ����Դʶ�𡣶�������ϵͳ��ƿ����Դ����ָ��Щ���������������������������豸/���쵥Ԫ����Ϊ�����ϱ仯�ĵ���С������������������������ƽ���DZ�Ȼ�ġ����ɱ���ģ�����������ƽ��˵����Ȼ���������ϵı������ڣ���ƿ�����ڣ���ҵ�ƻ�����Ƶ��ص�Ӧ����ҵ��ƿ�����ڡ�
����(2)ƿ����Դ�Ų���ƿ����Դ��ȷ������ҵ�������������绮��Ϊ�ؼ�����ͷǹؼ����磬����Ҫ�������㲿������Ϊ�ؼ�����һ�����Ϊ��֤ƿ����Դ�ij�����ã��谴��������������Ҫ�������̶ȶ�ƿ����Դ�ϵ�����������һ����������������������
����(3)DBRϵͳ�Ų������ź�ƿ����Դ�ϵ������������Ҫ����������ϵͳǡ����λ�����ú����Ļ��壬ѡȡ���ʵ�������ƿ����Դ֮ǰ�Ĺ����ա���������ʽ���У�ƿ����Դ֮��Ĺ����ա��ƶ�����ʽ���У���ɼƻ���������������Ų���
[�༭]
ƿ����ʱ���Լ�ʶ��
����1.ƿ����Դ�Ķ���
����һ����˵��ƿ���������������ͣ���Դ���г��ͷ��档����һ����������ҵ���ٶ�ƿ����Դ��������ϵͳ��������Ļ��ڣ���ƿ���豸����ʵ�ּƻ�Ŀ��ĽǶȳ������ѷ����豸�����ʴﵽ��ӽ�100��(��97������)���豸��Ϊƿ����Դ����ˣ�����ƿ����Դ�����������¶��壺
��������ϵͳ�е� ����ԴX1��X2...Xn��ʵ�ʲ�������ΪC1��C2...Cn��ϵͳ���ⲿ������ΪMR1��MR2...MRn��ijЩ��Դ֮����ڻ�Ϊ���������Ĺ�����ϵR����������ԴXi���������Դ��ɵļ���ΪS������
����
������ô�����ҽ���  ʱ����ԴXiΪƿ����Դ��
ʱ����ԴXiΪƿ����Դ��
����2.ƿ����ʱ���Լ�ʶ��
������ʵ�����������У�ϵͳ��ƿ������������ĸ��ĺ���Ա���豸��������صı䶯����̬�仯�����ԣ�ͬһ��Դ�ڼƻ����ڸ����ʻ���ʱ���й�ϵ����Ϊƿ����ʱ���ԡ����ʶ��ƿ����Դ����Ҫ����һ���Ĺ���Լƻ��ڽ���ʱ��λ��֣��ֱ����ÿ̨�豸����Ӧʱ����ڵ������ʡ�ʱ��εĻ������������裺(1)����������ڵļ��㣻(2)����һ���Ĺ������ʱ��εĻ��֡�������һ������˵������ƻ����ڣ�����ʱ��ε�ƿ����Դ��ȷ��������
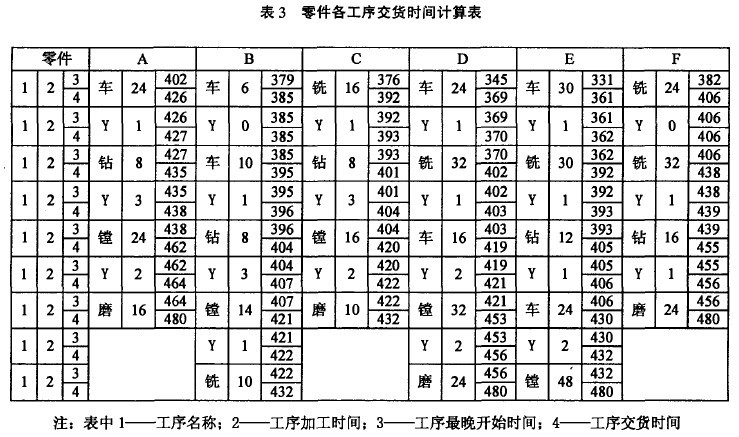
����������֪��A��B��C��D��E��F����������������ա���ʱ���������Ľ����ڣ����1��ʾ(�������������������֪)���������A��B��c��D��E��F�ĸ�����֮�������ͼ���ʱ�����2��ʾ��
��1 ������Ĺ�ʱ���������
| ������� |
�������� |
�����Ƽ���ʱ����(��λ������) |
��������� |
| 1 |
2 |
3 |
4 |
5 |
| A |
400 |
��0��06 |
��0��02 |
��0��06 |
ĥ0��04 |
��ʮ��ĩ |
| B |
20o |
��0��03 |
��0��05 |
��0��04 |
��0��07 |
ϳ0��05 |
�ھ���ĩ |
| C |
20o |
ϳ0��08 |
��0��04 |
��0��08 |
ĥ0��05 |
�ھ���ĩ |
| D |
400 |
��0��06 |
ϳ0��08 |
��0��04 |
��0��08 |
ĥ0��06 |
��ʮ��ĩ |
| E |
600 |
��0��05 |
ϳ0��05 |
��0��02 |
��0��04 |
��0��08 |
��ʮ��ĩ |
| F |
400 |
ϳ0��06 |
ϳ0��08 |
��0��04 |
ĥ0��06 |
��ʮ��ĩ |
��2 ����ͼ���ʱ�䡡������λ��Сʱ
| ��� |
1��2 |
2��3 |
3��4 |
4��5 |
| A |
1 |
3 |
2 |
| B |
0 |
1 |
3 |
1 |
| C |
1 |
3 |
2 |
| D |
1 |
1 |
2 |
2 |
| E |
1 |
1 |
1 |
2 |
| F |
0 |
1 |
1 |
�������������������һ�����鵥Ԫ����������������Ԫ�г���2̨��ϳ�����۴����괲��ĥ����1̨������ÿ�ܰ�6���࣬ÿ���8Сʱ���㣬��ʮ��ĩΪ�����ĵ�480Сʱ���ƻ���Ϊ������ĩ����ʮ��ĩ�����ӳ����ĵ�192Сʱ��ʼ����480Сʱ�������ϸ��ƻ��������������������У���192Сʱ��ϳ96Сʱ����72Сʱ����150Сʱ��ĥ88Сʱ��
������һ�������������Ĺ����ڡ�
����������Ĺ�������깤ʱ��ɰ���ʽ���㣺
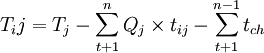 ��������(1)
��������(1)
�������У�TijΪj���i�������ٽ���ʱ�䣻TjΪj�������ٽ���ʱ�䣻 Ϊһ��j�����i+1��n����ļӹ�ʱ�䣬����ΪQj��
Ϊһ��j�����i+1��n����ļӹ�ʱ�䣬����ΪQj�� Ϊij������i+1����n-1����Ĺ��������ͼ���ʱ��֮�͡�
Ϊij������i+1����n-1����Ĺ��������ͼ���ʱ��֮�͡�
����Ϊ���о��ķ��㣬�ٶ��ڸ�����������������������������������ȣ�����ͼ�����Ե����������һ���ӹ����������ʼʱ��ͽ���ʱ�䡣��(1)ʽ����õ��������ϸ�����Ŀ�ʼʱ����깤ʱ��(���3��ʾ)��
�����ڶ����������豸��ʱ��Ρ���Ϊƿ������ʱ���ԣ��ڼ�����豸������֮ǰ�������ʱ��εĻ��֡���������ڻ����豸��ʱ���ʱӦ��ѭ���¼�������
��������һ��ÿ��ʱ����ڱ��붼�����������������������Ա��ⲿ�������ڸǣ���ʵ��ӳ�豸��ʵ�ʸ���״����
������������ϲ�ԭ��ijһ̨�������ԣ���һ��ʱ�����ֻ��һ��������������Ӧ���ڸû����ϼӹ�����һ��ʱ������ϣ��γ�һ���µ�ʱ��Ρ���Ϊ�������ij��ʱ�����ֻ����һ������Ļ������ʱ����ڵĻ����ĸ�����һ��Ϊ1������TOC�ж�ƿ����Դ�Ķ��壬�����ʴ��ڻ����1����Դ��Ϊƿ����Դ�������ͻ���ɼ�ƿ���ij��֡�����������DZ��ƻ����ڸû������е��ĵ�һ��ӹ�����(�������������ڴ���)�����ܸù�������ơ�
�����������������ֵ�����ʱ���֮�䲻�������ּ�ϡ������ֵ�ʱ��ΰ���ʱ���С�������������һʱ��εĽ���ʱ�䲻����һʱ��εĿ�ʼʱ�䣬����Ҫ����һ��ʱ��εĿ�ʼʱ�����Ϊ��һ��ʱ��εĽ���ʱ�䡣��Ϊ������������ʱ����Ǹ����������깤ʱ�䣬�����Ƴ٣�ֻ����ǰ��
���������ģ���һ��ʱ��εĿ�ʼʱ��ӦΪ�ƻ��ڵĿ�ʼʱ�䡣
�����ڶ��豸����ʱ��λ��ֺ����ʼ���ʱ������������������ȼ���Ӹߵ��ͣ�Ӧ��˳��ִ�С������۴�Ϊ����˵����ʱ��λ�������������ԭ��ľ�����̣�(1)ͳ���������۴��ϼӹ��ĸ��ɼ��俪ʼ�ͽ���ʱ�䣬�����տ�ʼʱ��Ĵ�С��������(2)�������������ֹ������ʱ��εĺϲ����������۴��ĸ����ʡ�������ͼ2��ʾ���۴���ʱ��λ��ֽ����ͼ3��ʾ��
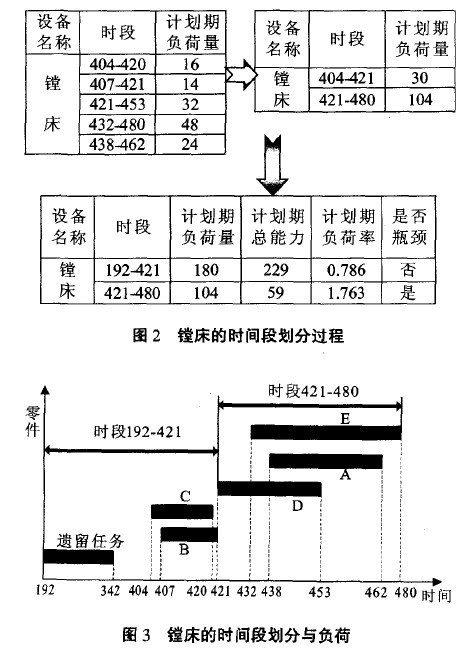
������ͼ3��֪�����øĽ���ʱ��λ��ַ��������Ը�ȷ�ط�ӳ�豸��ʵ�ʸ���������ɴ˼�����ĸ����ʸ�������ָ��ʵ����������Ч��ƿ����Դȷ������Ϊ��������ƿ����Դ�Ų���ʵʩDBR������ͻ��ϵͳԼ���춨�˻�����
[�༭]
TOC����Ҫ��������
- ����һ�� ˼ά���̷�����
����TOC�������վ���ҪѰ��˿���������ҵ�����������ϣ���Լ�����ڽ�����Ч�Ŀ��ƣ�����Ļ�����̵�����һ����ͬ����
����һ�ֹ���˼��������Ҫ��Ӧ�Ĺ���������֧�֡�˼ά����(Thinking Process����TP)��TOC��Ҫ�Ĺ�������֮һ��˼ά������������Ҫ�ļ������ߣ�
������ʵ����Reality Tree��
������ʵ������������������������ҵ��ʵ���ڵ�״����
������ʵ�������ͼ����Ϊ��ǰ��ʵ����Current Reality Tree, CRT����δ����ʵ����Future Reality Tree, FRT������ʵ���Ľ���Ҫ�ϸ���ѭ�����������ӡ���������ʼ�������ɡ��͡���֦����չ��һֱ������Ҷ�������������Ǹ����Ե�ԭ�����ɡ��͡���֦�����м���������Ҷ�������ս�������ڵ�ǰ��ʵ������������Ҷ����һЩ���Dz�����������������������Щ����ĸ���ԭ�������������ڡ�����δ����ʵ�����У����ġ��������ǽ����������ķ���������Ҷ�������������뿴���Ľ����
������ǰ��ʵ����Current Reality Tree, CRT��
������浱ǰ��ʵ����Current Reality Tree, CRT��ʱ����Ҫ�ش𡰸Ľ�ʲô��ʱ�����������Ǵӿ��Եõ�����֤��ʼ���֣���ϵͳ�����Եش����ŵ���Щ��������ĵط����緢�����ӡ���泬��ȣ��ܳ�Ϊ������Ч������Undesirable Effects�����UDE����ֵ��ע����ǣ�UDE�������������������ڣ�����ֻ��һЩ��������ͨ���������Щ����Ч����ϵ��һ�������ϵͼ�����Դ���������ҵ�����������֢�����ڣ����Ǿ���ʾ�������ͼ����Ͳ���
������������Evaporating Cloud��EC��
����������������˫Ӯ��Win-Win���ķ�ʽ�����ҵ�еij�ͻ���˷��ĵ�����������ҵ�еij�ͻ��һ���ŵ�����һ���������������ܺ������˵����������Щԭ���������Щ��ͻ������������Ҫ��ɢ��Щ�����ڳ�ͻ��Χ�Ļ����ͺ������ҵ���������ͻ�Ƶ㣬Ҳ����ȥα���棬ȥ�ִ澫�����⼰�ڣ��ɱ������֮Ϊ��ע�롱��
����δ����ʵ����Future Reality Tree, FRT��
�����á�����������������ͳ�ͻ���ҵ���ע�롱���������һ����������ķ�����Ҫ�ش𡰸ij�ʲô���ӡ�����Ҫ����δ����ʵ������CRTͼ�ϣ���һ������ע�롱���뵽��Ҫ����ͻ�ƵĻ��ڡ�Ȼ���ػ������ӣ���CRT�Ļ���������FRT����ʱ�����Ǿ�Ҫ��������Ч�����Ƿ�ת��Ϊ������Ч����(Desirable Effects, DE)��
������ЧӦ֦����Negative Effect Branches��
����������CRT��EC��FRT��һϵ�й����Ժ�Ҫ��һЩ��Ľ������س̶������������룬�Ա�֤�Ľ��ijɹ�ʵʩ��˼ά���̷���һ����Ҫ�߶ȿ��š��㷺����Ļ�����������Щ��������߽���ȫ��ͳ�ֵĹ�ͨ�Ļ����ͺ��������ⲿ��Ա���ĵ��Ƹĸ��������˼ά���̷���Ϊ��������Щ�ܸĽ�Ӱ�������ˣ��Ŷ���Щ����֮��ĸ���ЧӦ��������ЧӦ֦�������˽������������ԣ�˼ά���̷�Ҫ������Ѱ����Щ�˵IJ��룬��������һ���ҳ�������Щ����ЧӦ֦���������İ취���Ա���ʵʩ��ʧ�ܡ��˹��̿������������Ϊ����ȥ��ЧӦ֦������Trimming the Negative Branches����
�����ر�����Prerequisite Tree��
����Ҫע�⣬���⡰����ʹ�Ľ���������ʵ�֣�����ͬ�����⡰������������иı䣿����ǰ�����ڸĽ�ǰ���״̬����֪��������£�Ҳ���ǵ�ǰ��ʵ����δ����ʵ�����Ѿ�������������£��ص�ǿ����ε�����һ�Ľ���ʵ�ʷ������������Ƕ��Լ�������ƵĸĽ�����һ��ִ����٣����Իش����⡰����ʹ�Ľ���������ʵ�֣����Ĺؼ����ǣ�����Щ������Щת��ֱ����ص������ƶ�ʵʩת��������ж����������������˼ά���̷�����������һ����Ҳ��TOC��������Щ������Ľ���˼ά���̷��������������һ����ɫ��������ʾ�˷��ϰ�·������ͼ�ͳ�Ϊ���ر�������
����ת������Transition Tree��
����TOC˼���Ӧ�óɹ���Ҫ��˼���棬�ҵ����ʵʩ�����ע�롱��������ע�롱����������Щʵ�ֳɹ�ʵʩ����Ļ������һ�𣬲���������֮��Ĺ�ϵ��Ū�������Ⱥ�˳��Ӧ��������Ҳ���ǡ�ת��������
����ͨ���������裬�ĸ��߿����ҳ�Լ�����أ�������ЩԼ�����ؽ��иĽ���
- �������� ����������
������ҵ�ڲ���������Ա�����ʽ�������Ϣ������������������ҵ�����е���Ҫ��ɲ��֣��������ɹ�ԭ���ϡ�����ë�����ӹ����Ʒ����װ��������װ��Ʒ���ù����е����ϴ��䡢�洢�Ȼ���ڡ���ҵ�����������߿��Ը����������и����ڵĸ߶���ص����ڹ�ϵ���ƶ���һ���꾡�����ܵ�������ҵ�ƻ����涨��ÿһ��ë��������������Ͳ�Ʒ��Ͷ�롢����ʱ�������������ʵ���У���������ָ������⣬�������ԭ�ϲ��㡢���Ʒ�Ͳ���Ʒ����������������ȵȣ���Щ�������ڵ����������¼����������ԭ���ƻ��õĻ���������������Щ���ҵ�ͷ�����ҳ�������ҵ��Լ��ƿ���أ�������ֶ�֮һ���Ǵӡ����������֡�
����ͨ������ҵ�С��������ķ��࣬���ǿ��Ը��ݲ�ͬ���͡����������ص㣬��ʶ���Ǹ��Եı����㣬��ƿ�������ڣ��Ӷ�����Եؽ��мƻ�����ơ�
����һ�㽫��ԭ���ϵ���Ʒ��һ����Ʒ��������Ϊ����V������A���͡�T���������͡����У���V������������һ��ԭ���ϼӹ���ת��������ֲ�ͬ�����ղ�Ʒ����A������������������ԭ���ϼӹ���ת��ɵ�һ�����ղ�Ʒ������T�����������ǡ�A����������һ�����Σ������ղ�Ʒ�ж��֡�������ʾ���ϵ����ͼ��
����ʵ���ϣ�һ����ҵ�ġ���Ʒ������������ֻһ�����͡����ǿ��Ը���ռ��Ҫ��λ�ġ���Ʒ����������Ӧ�ػ�����ҵ�����һ����ҵ��������̬��Ҫ�ǡ�V������������ô���Ǿͳ������ҵΪ��V������ҵ��������Դ����ơ�
������V����������ҵ
�������͵ġ�V����������ҵ�����ͳ����������ȡ����ص��У�
����(1)���ղ�Ʒ�������ԭ���ϵ������öࣻ
����(2)���е����ղ�Ʒ��������ļӹ�������ͬ��
����(3)��ҵһ�����ʽ��ܼ����Ҹ߶�רҵ���ġ�
����V����ҵ�Ĺ�������һ����˵�Ƚ��������Ƽ�����·��������ͨ���������ķ������Ƚ�����ʶ�𡢿�����Э����ҵ��ƿ������������ҵ��Լ��������Ҫ�����ڶ��ڲ���ת���ڽ����ν��Ե�ƥ�䣬Ҫ�����ϵ��������µ�����֮������ӡ���Ч������״����
������A����������ҵ
�������ڡ�A������ҵ�����촬�������ͻ�еװ�䳧�����ص��ǣ�
����(1)�������Ƴɵ��㲿��װ�����Խ�����Ŀ�ij�Ʒ��ԭ����������㲿������ࣻ
����(2)һЩ�㲿��������ij�Ʒ��˵��Ψһ�ģ�
����(3)��ijһ��Ʒ��˵�����㲿���ļӹ����������Dz���ͬ�ģ�
������T����������ҵ
���������ڡ�T������ҵ�������������������쳧�ȡ����ص���Ҫ������
����(1)��һЩ��ͬ���㲿��װ��������Ŀ�϶�ij�Ʒ��
����(2)�����Ʒ���㲿������ͬ�ģ������ڱ�����ͨ�ü���
����(3)�㲿���ļӹ�����ͨ���Dz���ͬ�ġ�
������A����������ҵ����T����������ҵ�롰V����������ҵ�����ͬ�����ڣ�ǰ���ߵ����������Ѷȴ����Ǵ����������嵥��BOM�����������̽ϸ��ӣ���ҵ������Ʒ���ϸߣ�������ǰ�ڽϳ���Լ�����ڲ���ʶ�𣬼ƻ��Լ�������Э������Ҳ�dz����ѡ�
���� Ҫ������A ����������ҵ�͡�T����������ҵ��Լ�����ڣ���Ҫ����Ҫ�������ⲿ��Ӧ�����Ż����档ҪЭ������ҵ���ⲿ��Ӧ�̡�������֮��Ĺ�ϵ����֤��ҵ�������г���������ͬʱ������ذ����ڲ��IJɹ�������������Ȼ��
- �������� ������Ϸ�
����Ŀǰ��ȫ���������ҵ�����˵����Ի�����ҵ�Ե�������ʣ�������������ڹ���������г�״���£��ڶ���ҵ��������������Ѹ������������ģ�����������г��ϵĹ�ʣ״̬�ij��֡���δ�����ҵ�����������洢����Ա�ȸ�����Ĺ�ʣ������һЩ��ҵ��ȡ����ֱ�ӵ�������֧��������Ա����н�ȴ�ʩ����Ȼ�����ڽ�������⣬���Ǿ��ø���ʱ����ҵȴæ����Ƹ���ˣ�����������Ƹ�����ʵ�Ա��������ҪΪ��Ա������ѵ֧���൱��ʵķ��á����⣬���ڲ��ŵ�������Ҳʹ��ҵɥʧ����һЩ�µ���DZ���������е����ȵ�λ��
�������������ԡ��ɱ��������Բ���û����ǿ��ҵ�������г��ϵľ�����λ����ʵ����ǡǡ�������������ơ�
������ô������ҵ���ʣ�����������ʱ����ô���أ�����Ҫ���г�����Լ�����أ�Ŭ��ȥ��չ��Ч���г�����������TOC���ۣ���������ҵ���幦�ܺͳ�Զս�ԣ�ͨ��������Ϲ����������г�Լ�����ء�
������ȷ���г�Ϊ����Ĺ���
�����������ڲֿ�����Զѻ���ɽ����Ʒ����Ҫ�����Ʒ����ì��ʱ�������뵽�ü��������ķ�ʽȥ���ٿ�棬�Dz����ġ�Ӧ�û�����ȡ��ʩͨ�������г���Ҫ�IJ�Ʒ��ȥ�����г���������ҵӦ�����������Ĺ��������ǵ���ҵ��������������ʣ��������ô�г�����Լ�����ء��˿�����������ʵ��ϵͳ�в���ȱ�ٵ���Ҫ���ڣ���ʵ��Ҳ������Ҫ�Ļ��ڣ���Ϊ�����վ�����Ʒ�Ƿ��ܹ�ת��Ϊ�������ԣ���ҵ������Ӧ�ü�����г�Ϊ����
���������ڲ�����
�����г���Ӱ����ҵЧ�����ҪԼ�����أ�Ҫ���ֵ�������������ҵ�IJ�Ʒ�ͷ�������г����Ӷ����������ҵ���ͱ��������ҵ�ڲ��ĸ������ڣ�������ҵ���Ļ���Χ��ҪʹԱ����ʶ����ҵ��һ�����������Լ����ϵͳ��ɵ��л��壬��������ҵ�������Ż��������ǵ������ڡ����ߵ������ŵľֲ��Ż�����ˣ���Ҫ��ҵ�ڲ������������������Э����������Ч������Լ�����ء�
���������ⲿ����
�����������Ǹ���Լ�����ء������г���Լ�����أ����Ǿ����ж���;���������������Եİ취Ī���ڸ���Ч�Ĺ�����������ؽ��и���Ĺ�����������õķ�����ϸ���г���Ѱ�Һ��ʵĹ˿�Ⱥ�壬ʹ��ҵ�IJ�Ʒǡ�������������Ⱥ�����Ҫ����ʵ�ϣ��������Ч�����г��ĺ��IJ��֡�
������������Ϸ���һ��ѭ�������Ĺ��̡�ͨ�����ϸĽ�������ʵ����ҵ�����������ˮƽ�Ľ�һ����ߡ�
����ͨ�����������ɱ���ʵ��������ķ�����������ʧ�ܣ�����ֻ���ܹ���ö���������ʵ�ϣ������ɱ��ķ���ͨ����������ҵ���г��ϵľ�����������Ϊ��ҵ������Ч��ȴ�Ƿdz����ġ���ʵ�ϣ����ǿ��Ը���Լ���������ṩ�������������ϸ�����ҵ�ĸ������ڣ��������Ǿ���ʵ�־���ij�Զ���������
[�༭]
Լ��������������ҵ�е�Ӧ��[2]
����1.��ҵ��Ӧ��ģ�ͼ���״
����ʵ��֤����TOC��Ϊһ���Ƚ��Ĺ���˼�룬���˿���Ӧ�õ�������������Ҳ����Ӧ�õ�������Ӧ����������ʲô�ǹ�Ӧ��?����ָ��Ʒ��������ͨ���������漰��ԭ���Ϲ�Ӧ�̡������̡������̡��������Լ�������������ɵĹ������硣�ù�Ӧ��ģ���ɹ�Ӧ�̵Ĺ�Ӧ��ʼ���������̵����졢�ӹ���װ��Ͳִ���������������ֱ����������Ŀͻ���
���������꣬�ҹ�������ҵ�������Ѿ�ʵ���˴������г������г���ת�䣬��ҵΪ��Ӧ�Լ��ҵ��г��������������ɱ�Խ��Խ���ӣ� �ձ��������JIT��Ϊ�ᳫ���棬����ȵؼ��ٿ����ã�������ҵ��˽����Ϊ�ϲߡ���Щ��ҵ��ʵʩJIT֮����ȫʵ�������档Ȼ���۵ؽ���JIT����������˷ѵ�������ҹ�Ŀǰ���г�������������ȫ��ʵ�ֵġ�һ����ҵ�ڲ���������֯�ṹ�������������������νӣ�Ӱ�������Ч�ʣ�������Ϊ�ҹ��г������൱�IJ����ԣ���ҵ���ڹ�Ӧ�������Σ�����ţ��ЧӦ��Ӧ���������������ͺ��ԣ������˰�ȫ����ع�Ӧ������������������˴��������г���Ҫ�Ŀ�棻���ǹ�Ӧ����ҵ֮��ȱ����������Э���Ĺ�ϵ�����ι�Ӧ�̶���ҵ�㲿����ԭ���ϵĹ�Ӧ������������ʱ����Ч��
�����ҹ�һЩ��ҵ�����沢������û�п�棬ֻ���������Լ��������ֿ⣬�������εĹ�Ӧ������Щ��ҵ��Χ�����ֿ⣬���㲿���洢�����棬���ɲֿⰴ��������ҵ����������Ϊ������ʱ�ͻ���ʵ�������Ǽ����˹�Ӧ�̵ĸ����������ҹ���������ҵ�ڲ���JIT��Ӧ��ϵʱ��ʵ����ν�ġ������������ơ��������һ����������ϵĹ�Ӧ�̹�Ӧͬһ�㲿�������ҹ�Ӧ��Ϊ�����ᶩ�����������ü۸������ֶΡ��˾ٶ���������ҵ�����������ģ����Ƕ��ڹ�Ӧ����˵�����п��ܳԲ�����Ϊ��Ӧ�����������������������Ķ����䶯����Ӧ�̱�ȻҪ��ȡ�Ӵ���ķ�������ʵ������������ֻ��һ�ҹ�Ӧ�̵õ�����������ÿһ�ҹ�Ӧ�̵õ�һ���ֶ������ֵĿ����ܻ��γɻ�ѹ���ر�����Щר����ǿ���㲿���������������٣������ʧֻ���ɹ�Ӧ�̳е���
����2.DBR����
����������ǻ�һ��˼·������TOC��DBR�۵�������������⣬�����ǿ��Ա�����������ġ��ڶԴ�����ϣ�TOC�Ĺ۵�ܼ����Ψһ��Ŀ������һ��ʱ����֧�ֲ�������ʹ��ҵ���������г��IJ���������ȱ����Ϊ�ˣ���ҵ��Լ������֮ǰ����Ӧ���������ÿ�桰���塱���Է�ֹ���������ʹԼ�����ڳ��ֵȴ�����������ͬʱͨ�������ӡ� ����ﵽ������ͬ��������һζ�����������������ҵ��û�б�Ҫ�ģ�Ҳ�Dz����õġ���ҵӦ�ý����г������������������������ʵ����������ǰ����������ƽ�⣬��������ϵͳ�롰Լ������ϵͳͬ������������������̣�����Ʒ���١����ڹ˿͵�����仯������г��IJ����Ǿ��Եģ������������ȶ�����Եġ���ʱ���г���ΪԼ����Դ�������ĵ㡱����Լ�Ų�Ʒ�Ŀ��������ȫ�����沢����ȡ���ر������ҹ�����ҵ��ҵĿǰ����������ˮƽ�£�����Ӧ�ñ����ʵ��Ŀ�档�ҹ�����ҵ��ҵӦ�ص㿼��ͨ����߲������ķ������������룬�����Ҫ����ҵ�ܼӴ��ѧ����������Ͷ�ˣ���߲�Ʒ�ļ���������ʹ��Ʒ���в����ԣ��Ӷ�ӵ�и�ǿ�ľ�������ͬʱ����ҵ��Ӧ��ʱʱע��Ա������ѵ���Կ�ѧ�ķ�չ������װ˼�룬Ϊ��ҵ�������IJƸ����෴��ֻͨ�����������ɱ���ʵ������ķ�������ֻ�ܹ���ö��ڵ�����δ����Щ��Ŀ��⡣��ʵ�ϣ�һζ�����ɱ��ķ�����ʱ����������ҵ���г��ϵľ�������Ϊ��ҵ������Ч���Ƿdz����ġ�
����3.DBR����
����Լ�����۶��صĹ���˼��ͷ��������������е�Ӧ�ã���Ѹ�����������������Ч�ԣ�Ҳ�ܸ���ҵ����һЩ���ص����ơ�
������һ����Ӧ������ǿ��Ӧ������졣Լ�����۵�DBR˼�������ҵ�쵼ץס��Ҫ���̻ڽ��й�����ʹ���һ��ѷ������������������н��ѳ������ܸ��õؽ��к�۵��أ���ǿ��ҵ���г���Ӧ��������Ч��Լ��������ְ�ܵ���ת�Ƶ��Թĵ�Ϊ����ͨ����ʱ��ȷ��ƿ���Ż���ת�ƣ����������ٶ������г������������������������Լ�����۹�ע��ҵ������ڵľ��������������������ϵ�����ڱ�Ҫʱ�������µĹ�ϵ���磬�������ڸ����Ż��ڵ�������������������ҵ����ͨ��DBR�������������������е���ЧӦ�ã�ʵ����ҵ�ĸ�Ч����ҵ�Թĵ�Ϊ�ص㣬���ϵط��֡������ͽ�����⣬����ʵ����ҵ�����������
�����ڿƼ�Ѹ�ͷ�չ��������ǰ���ҵĽ��죬�����ϵ���ҵ���ѧ�����ѹ�ע��Լ����������ҵ�е���Ҫ���á������ҹ����ڣ����ڸ���ԭ����ҵ��Լ�����ۻ�������һЩ���ǣ�Լ�����۹���˼�벢δ�õ��ܺõ����ã�ѧ����Ҳδ�Դ˽���������о������ľ���ѧϰ���о�Լ�����۹���˼��Ļ����ϣ����������ҵ�ijɹ����飬���ҹ�������ҵ������״��������һ���о������������ݷ������ó��Ľ��ۣ���Լ������Ӧ����������ҵ�Ŀ���������������У����ҹ���ҵ�Ĺ����ṩ˼���ϵ�ָ���ͷ����ϵĸ�����
 �������:
13913903988
�������:
13913903988







