|
Ŀ¼����������Lean Production�����LP����Ҳ�ƾ������죨Lean Manufacturing��
- 1 ʲô�Ǿ�������
- 2 �������������Ƽ�����
- 3 �����������ص�
- 4 ������������
- 5 ���������IJ������ƹ�
- 6 ���������������������ʽ����˼��ıȽ�
- 7 ����������ʽ����ʷ��չ����
- 8 ���������������������귽���ĶԱ�[1]
- 9 ���������������������ϵı�Ҫ���������[1]
- 10 ������������������������ϵ�;��[1]
- 11 ����������������
- 11.1 ����һ:�������������ڹ�ҵ��ҵ���������岼���е�Ӧ��[2]
|
[�༭]
ʲô�Ǿ�������
��������������Lean Production���ֳ��������������С�������ʾ��������ȷ�����������桱��ʾ���桢Ч��ȵȡ������������Ǽ�ʱ���죬������ϣ�����һ���˷ѣ�����ȱ�ݡ��������������������ʡ����ѧԺ��һ����Ϊ�����������ƻ������о���Ŀ��������ġ����������˴����ĵ���ͶԱȺ���Ϊ�ձ�����������˾��������ʽ�����������ִ�������ҵ��һ��������֯������ʽ����֮Ϊ�����������������������������ʽ����ӷ�ıײ������������ۺ��˴��������뵥��������ʽ���ŵ㣬�����ڴ���������ʵ�ֶ�Ʒ�ֺ�������Ʒ�ĵͳɱ�������
��������������ʽ�ֳƾ�ϸ������ʽ������������ʽ��
[�༭]
�������������Ƽ�����
���������������ʽ��ȣ��ձ������õľ���������ʽ����Խ����Ҫ���������¼������棺
����1������������Դ--�������ڲ�Ʒ����������ϵͳ�����ǹ������������ţ������������ʽ�µĹ�����ȣ�����ܼ���1/2��
����2���²�Ʒ�������ڡ���Ϳɼ���l/2��2/3��
����3���������̵�����Ʒ��桪��Ϳɼ�������������ʽ��һ��ˮƽ��1/10��
����4������ռ�ÿռ䡪��Ϳɼ������ô���������ʽ�µ�1/2��
����5����Ʒ��桪��Ϳɼ�������������ʽ��ƽ�����ˮƽ��1/4��
��������������ʽ�dz����������ĺ����ԡ���Ч�ԣ��ܹ�����������Ӧ��������ĸ�������Ʒ�������������������������ԭ����������������ҵ���л��������塣���������ĺ��ģ������������ƻ��Ϳ����Լ��������Ļ���˼�룬�Էḻ�ͷ�չ�ִ�������������Ҳ������Ҫ�����á�
[�༭]
�����������ص�
��������ʽʱ������
�����������û�������Ϊ�������.ǿ������ƽ�⣬�����棬Ҫ����һ������ӹ��������������Խ�����һ������
������֯����������һ�ֳ�Ϊ���壨Kanban������ʽ�����ɿ��崫���µ����ϵ��������Ϣ���������ʽ���ޣ��ؼ������ܹ�������Ϣ���������еĽ��Ŀ����˹���Ԥ�����ƣ������ڱ�֤�����е�����ƽ�⣨����ÿһ��������˵����Ϊ��֤�Ժ��˹���Ӧ��ʱ���������ڲ�������ʽ�����������еļƻ������ʵ�������ɸ���������Ԫ�Լ���ɣ�����ʽ�ϲ����ü��мƻ���������������������Ԫ֮���Э����Ϊ��Ҫ��
����ȫ����������
����ǿ�������������������Ǽ�������ģ��������е�������������֤��������.���������ж������ļ����������ÿһ�������С���������ÿλԱ����������ʶ����ÿһ���������ʱע�������ļ������ƣ���֤��ʱ������������.��������������з����������⣬�����������������ֹͣ������ֱ��������⣬�Ӷ���֤�����ֶԲ��ϸ�Ʒ����Ч�ӹ���
�������ڳ��ֵ��������⣬һ������֯��صļ�����������Ա��Ϊһ��С�飬һ��Э������������
�����Ŷӹ�����
�����Ŷӹ�������Team work����ÿλԱ���ڹ����в�����ִ���ϼ����������Ҫ���ǻ����ز��룬�����븨�����ߵ�����.��֯�Ŷӵ�ԭ����ȫ��������֯�����֣�����Ҫ����ҵ��Ĺ�ϵ�����֡��Ŷӳ�Աǿ��һר���ܣ�Ҫ���ܹ��Ƚ���Ϥ�Ŷ�������������Ա�Ĺ�������֤����Э����˳�����С��Ŷ���Ա����ҵ�����������Ŷ��ڲ������۵�Ӱ�졣�������ձ����ص������ƶȹ�ϵ�ϴ��Ŷӹ����Ļ�����Χ�����Σ���һ�ֳ��ڵļල����Ϊ�����������ÿһ�������Ļ��ˣ���߹���Ч�ʡ��Ŷӵ���֯�DZ䶯�ģ���Բ�ͬ�����������ͬ���Ŷӣ�ͬһ���˿������ڲ�ͬ���Ŷӡ�
���������
�������й��̣�Concurrent Engineering�����ڲ�Ʒ����ƿ����ڼ䣬��������ơ��ṹ��ơ�������ơ���������Ƚ����������֤�������ٶȰ�Ҫ���������ɡ�������������ص���ĿС����ɡ�������С���Ա�����������Ĺ����������Զ��ڻ���ʱ������Ϣ���Գ��ֵ�����Э������������ʵ�����Ϣϵͳ���ߣ�������Э��������Ŀ�Ľ��С������ִ�CIM�������ڲ�Ʒ�������뿪���ڼ䣬������Ŀ���̵IJ��л���
[�༭]
������������
����1��������
��������������һ���������������ʹ���ﵽ��С������ϵͳ��Ϊ�˶������˰��������塱���ڵ�һϵ�о��巽ʽ�������γ���һ������ɫ��������Ӫ��ϵ��
����2������ٷ�Ӧ��������Ӧ���г��ı仯��
����Ϊ�˿���Ӧ���г��ı仯�����������߿�������ϸ���������̶��䶯�����Ȳ��ּ�������̷�����
����3����ҵ������ĺ�гͳһ
��������������ʽ�ɹ��Ĺؼ��ǰ���ҵ���ڲ�����ⲿ���г�(�˿�)�����г��ͳһ����ҵ�ķ�չĿ�ꡣ
����4���˱�λ����
������������ǿ��������Դ����Ҫ�ԣ���Ա�����ǻۺʹ�������Ϊ��ҵ�ı���Ƹ���δ����չ��ԭ����a���������Ա����b��������ѵ��c����ͬЭ����
����5������ǡ�������
�����߿���Ǵ���������ʽ������֮һ�������豸���еIJ��ȶ��������ŵIJ��������ϸߵķ�Ʒ�ʺ������IJ������ԭ�������ֹ�������ʱ������汻�����DZز����ٵġ������������������������Ϊ�������ҵ�ġ�������������Ҫ�����ǣ�1���������˾�Ӫ�ijɱ���2������ڸ�����ҵ�����⡣
[�༭]
���������IJ������ƹ�
����20���ͳ�������������������˾������һ������������ˮ�����������ģ��������ˮ��һֱ���ִ���ҵ��������Ҫ���������ģ������ʽ���Ա��������������������������ɱ����������Ч�ʵġ����ַ�ʽ��Ӧ��������ʱ�Ĺ��飬����������ˮ�ߵIJ�����һ�ٰ��������������̵��ݳ�Ʒ����˴��ڻ��Ľ�ͨ���ߣ�����������ҵҲ�ɴ�Ѹ�ٳɳ�Ϊ������һ��֧����ҵ���������ʹٽ��˰���������������������������ͨ����ҵ�����ڵ�һ������ҵ�ķ�չ�����ģ��ˮ���������������Լ���������ʷ�Ͼ��м�Ϊ��Ҫ�����塣���ǵڶ��������ս�Ժ���������һ���г��������������չ���½Σ���Ӧ��Ҫ��ҵ�������Ʒ�֡�С�����ķ���չ����Ʒ�֡�����������ˮ������ʽ��������ս������ˡ�Ϊ��˳Ӧ������ʱ��Ҫ�����ձ�����������˾�״��ľ�����������Ϊ��Ʒ�֡�С����������������µĸ������������Ľ��������ķ�ʽ��ʵ������������������ˡ�
����1950�꣬�ձ��ķ���Ӣ�������������׳��ɵĸ��ع�˾�Ľγ�������ʱ�����ÿ��������7000���γ������ձ����﹫˾һ��IJ�����Ҫ�ࡣ�����������Ŀ��챨����ȴд������������������ƻ��иĽ��Ŀ��ܡ���
����ս����ձ�����������ȱ���ʽ����㡣���������ձ���������ҵ���հ������Ĵ���������ʽ�����ǰ����ձ��Ĺ��飬��ı��·������ѡ���˺��ߡ��ձ�������Ļ������������Ǵ���ͬ�ģ��ձ��ļ��������Ӽ��ɺ��ŶӾ�������������û�еģ��ձ�û��������ô����⼮���ˣ�Ҳû�����������ʽ���γɵ�����ɢ����������ķ��ġ��ձ��ľ��úͼ�������Ҳ�����������Զ���ձ���ʱû�п���ȫ���������������豸�����������������ձ���ʱ����������������Ϊ�����ļ�ʮ��֮һ������ģ���á����������������ſ��顣
��������Ӣ�������Ļ���Ұ��һ������һϵ�е�̽����ʵ�飬�����ձ��Ĺ��飬����˽������ķ���������30�����Ŭ���������γ��������ķ���������ʽ��ʹ�ձ���������ҵ�����������������ﵽ��1300������ռ��������������30�����ϡ�
�������졢���ӡ���������ɻ�����ȹ�ҵ�С�����������ʽ���ձ���ҵ����ս�Ե���Ҫ��ɲ��֣�����ӳ���ձ����ظ������������еĹ���˼�롣����������ʽ��ָ��˼���ǣ�ͨ���������������Ż����Ľ���������˳�������ž�����������������Ч�Ͷ����˷ѣ���Ч������Դ�����ͳɱ��������������ﵽ�����ٵ�Ͷ��ʵ����������Ŀ�ġ�
�����ձ���ҵ�ڹ����г��ϵijɹ�������������ҵ���Ũ����Ȥ��������ҵ����Ϊ���ձ��������������õķ�ʽ�����������г��Ͼ����Ļ�����80�������������һЩ���Һ����ӶԷ���������ʽ���о���������Ӧ��������������
[�༭]
���������������������ʽ����˼��ıȽ�
��������������Ϊһ�ִӻ���������Ŀ�궼��ȫ�µĹ���˼�룬����ʵ����ȡ�óɹ������Ǽ�Ӧ����һ�����µĹ����ֶΣ�����һ������ҵ�������Ļ��Լ����������߶��ںϵĹ�����ϵ����˾���������������һ�����ε�ϵͳ��
������1���Ż���Χ��ͬ
����������������ʽԴ���������ǻ�����������ҵ���ϵ��ǿ���г������Ż���Դ���ã�ÿ����ҵ�Բ����ϵΪ���ޣ��Ż��������ڲ��������������ҵ�������ǹ�Ӧ�̻��Ǿ����̣����Զ�����Դ���
��������������ʽ���Բ�Ʒ��������Ϊ��������֯������صĹ�Ӧ����һ���潵����ҵЭ���еĽ��׳ɱ�����һ���汣֤�ȶ������뼰ʱ��Ӧ��������������ϵͳΪ�Ż�Ŀ�ꡣ
������2���Դ�����̬�Ȳ�ͬ
����������������ʽ�Ŀ�����ǿ��������DZ�Ҫ�Ķ����
��������������ʽ�Ŀ�����ǿ������������֮Դ����
��������������ʽ�������е�һ�п����Ϊ���˷ѡ���ͬʱ��Ϊ����ڸ�������ϵͳ�е�ȱ�������⡣��һ����ǿ����Ӧ�������ı�֤����һ����ǿ���������Ҫ�Ӷ����ϱ�¶�����л������ڵ�ì�ܲ����ԸĽ������Ͻ��Ϳ��������������ġ��˷ѡ������ڴˣ�������������ˡ�����һ���˷ѡ��Ŀںš������˷ѵ�Ŀ�ꡣ
������3��ҵ����ƹ۲�ͬ
������ͳ�Ĵ�����������ʽ�������ƶȻ���˫���ġ����á���ϵ��ҵ�������ǿ���ﵽ���˹�����Ч�ķֹ�ԭ�����ϸ��ҵ��������ٽ��뱣֤��ͬʱ���˹�������ֹ���˹�������ҵ�����ĸ�ЧӦ��
������������Դ���ձ������ܶ����Ļ�Ӱ�죬��רҵ�ֹ�ʱǿ���Э����ҵ�����̵ľ���������Ҫ�ĺ�ʵ��������������ҵ���еġ��˷ѡ���
������4�������۲�ͬ
������ͳ��������ʽ��һ�����Ĵ�Ʒ���������еı�Ȼ�����
������������������֯�ķ�Ȩ���˵�Э���۵㣬��Ϊ��������������֤��Ʒ�����ľ��Կɿ��ǿ��еģ��Ҳ����������������ԡ������˼���ǣ��������ָ����Ե��������������ԭ�������Ǹ����Եģ�ͨ�����������������������������������һ�д�Ʒ���������˷ѡ������㲻����
������5�����˵�̬�Ȳ�ͬ
����������������ʽǿ�������е��ϸ��ι�ϵ����Ա����Ҫ�������ϸ�����ϼ��´�������˱����������ڸ�λ�ġ��豸����
��������������ǿ�����˶��������̵ĸ�Ԥ�����������˵��ܶ��ԣ�ͬʱǿ��Э������Ա�����˵�����Ҳ�ǻ��ڳ��ڵı��֡����ַ�������ؽ�Ա����Ϊ��ҵ����ij�Ա�����ǻ�������ַ��ӻ���������ܶ��ԡ�
[�༭]
����������ʽ����ʷ��չ����
����20���ͳ�������������������˾������һ������������ˮ�߿�ʼ�����ģ��������ˮ��һֱ���ִ���ҵ��������Ҫ�������ı���Ч�ʵ��µĵ���������ʽ������Ϊ������ʽ�ĵ�2����̱������ģ������ʽ���Ա��������������������������ɱ����������Ч�ʵġ����ַ�ʽ��Ӧ��������ʱ�Ĺ��飬����������ˮ�ߵIJ�����һ�ٰ��������������̵��ݳ�Ʒ����˴��ڻ��Ľ�ͨ���ߣ�����������ҵҲ�ɴ�Ѹ�ٳɳ�Ϊ������һ��֧����ҵ���������ʹٽ��˰���������������������������ͨ����ҵ�����ڵ�һ������ҵ�ķ�չ�����ģ��ˮ���������������Լ���������ʷ�Ͼ��м�Ϊ��Ҫ�����塣���ǵڶ��������ս�Ժ���������һ���г��������������չ���½Σ���Ӧ��Ҫ��ҵ�������Ʒ�֡�С�����ķ���չ����Ʒ�֡�����������ˮ������ʽ��������ս������ˡ�Ϊ��˳Ӧ������ʱ��Ҫ�����ձ�����������˾�״��ľ�����������Ϊ��Ʒ�֡�С����������������µĸ������������Ľ��������ķ�ʽ��ʵ������������������ˡ�����������ʽ��ʵ��Ӧ���и��ݷ���ʵ��������Ҫ��������졢�ܽ������һ�ָ����Ե�������ʽ�����˳�Ϊ���ı�����Ļ��������Ǽ̴���������ʽ֮�������ִ�������ʽ�ĵ�3����̱���
����������˵�����ݾ���������ʽ���γɹ��̿��Խ��仮��Ϊ�����Σ�����������ʽ�γ������ƽΣ�����������ʽ��ϵͳ���Σ�������������ʽ�������������������ʽ�ĸ��½Σ�����ǰ�ķ������۽�����˼��������µļ��⣩��
��������������ʽ���γ������ƽ�
����1950��һ��������ձ�����ʦ����Ӣ���������ɶԸ��ص�³�泧�����������µIJιۣ���ʱ³�泧��������������Ч����ߵ����쳧�����Ƿ���Ӣ��������Ӵ���ҵ��ÿһ��ϸ֮�������������Ŀ��죬�ص������ݺ���������췽�渻�вŻ��Ĵ�Ұ��һһ��ܿ�ó��˽��ۣ�����������ʽ���ʺ����ձ�����Ϊ��һ����ʱ�ձ������г���С������������Ʒ���ֺܶ࣬��Ʒ�֡�С���������ʺϴ���������ʽ��Ҫ�ڶ�ս����ձ�ȱ������������������������ļ������豸�����ܵ����ط�Ч³�泧���ڴ˻����ϸĽ�������ȱ�����������Ͷ������ɴ˷���Ӣ���ʹ�Ұ��һ��ʼ���ʺ��ձ���Ҫ��������ʽ�ĸ��¡���Ұ��һ�����Լ�����Ĺ���ʵ��һЩ�ֳ�������������Ŀ�ӹ�������һ�˶����U���豸���÷��ȣ����Ƿ���������ʽ����ѿ��
�������Ŵ�Ұ��һʽ�Ĺ�������ȡ�ó���ʵЧ�����ĵ�λҲ�õ�������������Ұ��һʽ�Ĺ����ڸ���ķ�Χ�ڵõ�Ӧ�ã�������ΧͬʱҲ�ۼ���һЩ�ˣ���һ�����Ʒ�����ͨ���������ֳ��Ĺ۲��˼���������һϵ�и��£����������ӻ�ģ�����ֳ����ƣ��ԃP�������ʷ�����Ӧ�̶������鼰��������ϵ������ʽ�����ȡ�ͬʱ��Щ�������ڲ��ϵ������У����ս�����һ���ʺ��ձ��ķ���������ʽ��
����1973�����췢��ʯ��Σ���Ժ��ձ������½�����������״̬�������﹫˾������ø���������˾��ӯ�����������������������ͬ������˾�ľ��롣���Ƿ���������ʽ��ʼ�ܵ����ӣ����ձ��õ����ռ��ƹ㡣�õ���ѧ������Ͽɣ�������һЩ���ڶ�������о�����������ݵ���ϵ����
���������ձ����������̴��ģ�����賧������������ʽ���������������������ڳɱ�����������Ʒ�����Եȷ����Ч���õ��˹㷺�Ĵ�����ͬʱ��������ס��ʱ��Ӧ���Ļ���ͻ�Ŀ��飬������֤�˷���������ʽ�������ԣ�֤���˷���������ʽ����ֻ�ʺ����ձ����Ļ������ձ������ڸ����Ļ���������ҵ���Ƚ�������ʽ�����磬�ڷ�������ϵͳ�У�����Ҫ֮������һ������С���ϵ����⣬��ֹͣ��������ת�����������������һ��ֹͣ�����ߵĹ������ͺ��������Ҫ����ͣ���Ϊ����û�б��������ͣ�������ߵ�Ȩ����������������������Ը��Ĺ����У�һ����Ϊʧ���������Ρ������������������������������ҵ����������ҵ��Ҳ����ˣ����Դ�Ҷ�����ֹͣ�����ߵ���ת������������Ļ�����ġ�������.
��������������ʽ��ϵͳ���Ρ�������������ʽ���γ�
����Ϊ�˽�һ���ҿ��ձ�������ҵ�ɹ�֮�գ�1985��������ʡ����ѧԺ����500����Ԫ��ȷ����һ�����С����������ƻ���(IMVP)���о���Ŀ���ڵ���� ��³˹���ڵ��쵼�£���֯��53��ר�ҡ�ѧ�ߣ���1984�굽1989�꣬��������ʱ���14�����ҵĽ�90������װ�䳧����ʵ�ؿ��졣�����˼��ٷݹ����ļ����ϣ����������Ĵ���������ʽ���ձ��ķ���������ʽ���жԱȷ����������1990�������ˡ��ı�����Ļ�����һ�飬��һ�ΰѷ���������ʽ����Ϊ LeanProduction��������������ʽ������о��ɹ�����ҵ�ڵĺ䶯��������һ��ѧϰ����������ʽ�Ŀ�����������ʽ��������ѷ���������ʽ����������������չ����Ʒ������Э�����ס����۷���������ȸ������ᴩ����ҵ������Ӫ���ȫ���̣�ʹ���ں�����ȫ�棬���ӷḻ����ָ��������ʽ�ı�����������ԺͿɲ����ԡ�
����������1996�꣬��������ġ����������ƻ���(IMVP)�ڶ����о��������ˡ�����˼�롷�Ȿ�顣������˼�롷�ֲ���ǰһ�о��ɹ���û�ж�������ѧϰ���������ķ����ṩ����ָ�������⣬���Ȿ����������ѧϰ���﷽��������Ĺؼ�ԭ����ͨ�����ӽ����˸��и�ҵ������ӵ��ж����裬��һ�������˾���������������ϵ��
�����ڴ˽Σ�������ҵ���ѧ����Ծ���������ʽ�����˹㷺��ѧϰ���о�������ܶ�۵㣬��ԭ�еķ���������ʽ�����˴����IJ��䣬��Ҫ�������˺ܶ�IE��������Ϣ�������Ļ�����ȶԾ����������۽������ƣ���ʹ���������������ԡ�
��������������ʽ���·�չ��
�����������������ۺͷ��������Ż����ı仯�����Ϸ�չ�ģ��ر�����20����ĩ�������о�����������۵Ĺ㷺������Խ��Խ���ר��ѧ�߲�������������˰ٻ������������������۵ķ�������������ģ���ƣ�mass customization���뾫�����������ϡ���Ԫ������cell production����JIT2��5S���·�չ��TPM���·�չ�ȡ��ܶ���������ҵ������������ʽ�뱾��˾ʵ�����ϣ���������ʺϱ���ҵ��Ҫ�Ĺ�����ϵ�����磺1999���������ϼ�����˾��UTC����ACE��������ȡ���������� Achieving Competitive Excellence���������������������������Ⱥ��Ⱥ����ͨ������1998��ľ�������ϵͳ (GM Competitive MFGSystem)�ȡ���Щ������ϵʵ����Ӧ�þ���������˼�룬�����䷽�����廯����ָ����˾�ڲ������������ӹ�˾˳�������о���������ʽ������ÿһ����ʵʩ���̷ֽ�Ϊһϵ�е�ͼ����Ա��ֻ��Ҫ����ͼ����Ҫ��һ����ʵʩ��ȥ�Ϳɣ�����ÿһ���߶�Ӧ��һ�ױ�������ʵʩ�����Ҳ������ĸ��˾���ӹ�˾��������
�����ڴ˽Σ�����˼���������ĵ����ء�������ҵ����Ϊһ���ձ�Ĺ��������ڸ�����ҵ������Ӧ�ã��Ⱥ���ɹ����ڽ�����ƺ�ʩ����Ӧ�ã��ڷ�����ҵ��������ҵ��ҽ�Ʊ�������ͨ�ź����������Լ����������ͱ�̵ȷ���Ӧ�ã�ʹ��������ϵͳ�������ơ�
������Ԫ������ʽ��cell production����20����ĩ���ȵ����ڵ��Ӳ�Ʒװ��ҵ,��ָ��һ����������������ҵ��Ա�е������������Ԫ�����й����������ʽ��Ҳ��ѧ�߽����Ϊ��ϸ��������ʽ������Ϊ�����������е�ϸ��һ������ϸ���ڲ��������³´�л������Ҫ�أ��������������С��λ����Ԫ������ʽ���ֹ���ҵΪ��,��ʹ�ô��ʹ��ƶ���������,������ҪҲʹ��һЩ�Ļ�е���Զ������ߣ����ֽϴ֣�һ���˻���������еĹ�����������ϸ��������ʽ����ҵ̨�IJ���,�����ɣ�����,������廧���ۻ�̯��,�������ձ�Ҳ����֮Ϊ����̯��������ʽ��(����С���̨��ʽ��)��ϸ��������ʽ�ɾ����Ϊ1��������ʽ���ָʽ��Ѳ�ط�ʽ3����ʽ��
�����������������ǽ���������������뾫��������ʽ���ߵĽ�ϵõ���һ�ֹ�����������LeanSigma�����ܹ�ͨ����߹˿�����ȡ����ͳɱ�������������ӿ������ٶȺ����ʱ�Ͷ�룬ʹ�ɶ���ֵʵ��������������ǹ��̻��Ʒҵ����һ��ͳ��������ҵ���Ľ����������ġ���Ŀ�꣬����ʵ�ֳ������ȡ������������缶ҵ����һ����������ϵͳ�����������������һ�ִ�ȫ����������������TQM���ݱ������һ���߶���Ч����ҵ������ơ����ƺ��Ż����������ṩ��һϵ��ͬ�ȵ���������ơ������ͷ�����²�Ʒ�������ߡ�����������������ص��ǽ����еĹ�����Ϊһ�����̣����������ķ�������������Ӱ�����������أ��ҳ���ؼ������ؼ��ԸĽ��Ӷ��ﵽ���ߵĿͻ�����ȡ���ˣ������6������Ҫ��ںϣ�һ������Կ˷��˾��治��ʹ��ͳ�Ƶķ������������̵�ȱ�㣻��һ����˷���6����������������������ٶȻ������ʱ�Ͷ���ȱ�㡣
[�༭]
���������������������귽���ĶԱ�[1]
��������������ʽ����������ģʽ����ͬ��Ҳ�в�ͬ�ĵط���
- ����1���Ļ����档
������������ģʽ���̺������������Ļ������������ԡ����ƾ�����ΪĿ�ꣻ����������������������Ҳ��һ�ֽ�������������Ŀ�ꡣ�����������Ļ���Դ��ͬ���Ӷ�����ģʽ������������ͬ������������Դ���ձ����Ļ�������������������Դ���������Ļ���Χ��ŷ���˵�˼��ע����������������������̩�չ���˼���Ӱ�죬ǿ��רҵ����������������������������Ա����ɣ�Ҳ����רҵ������Ա�ƶ�����������������������Ա���������ɻ�����Ļ�ǿ�����壬Ѱ���Ⱥ��ע��Ѱ���塢������ͬ���ձ�רҵ����ǿ����������ԱҲ��һ����ҵ���ֻ�����ơ����������������ȸ��ֲ��Ź���������ǿ������Ϊ������ֵ����˵Ļ����ԡ�
- ����2��ս�Գ����㶼�����������й�ϵ��
��������������ʽ�ǻ��ڳɱ���������������ǰ�ڵ�������ʽ������˼��ĵ�һ��ԭ����ȷ����ֵ���������������ķ��룬���������֮һ������JIT��Ҫ����������ˮƽ����֤���������������������һ����������������չ�����Ĺ���ģʽ�����Թ˿�����Ϊ��ע�Ľ��㣬������������������ĸ��ֹ��ߣ����պ����������������������
- ����3����������ģʽ��
�������ǵ�ʵʩ����PDCA��ģʽ��ͬС�죬���ǻ������̵Ĺ�������������������ϵͳ�Ĺ۵㣬���ڼ�ֵ�������������������������Ĺ�������������������ϵͳ����Դ��Ч���á���������ǿ���ֳ�����Ҫ�ԣ���һ�ֻ����ֳ����ƹ�����ģʽ�������������ǻ�����Ŀ������ģʽ����ͨ��DMAIC�����ʵʩ���мƻ��в���������Ŀ��Ŀ�꣬�����õ������϶��µĹ�����ʽ���ɳ����ߡ��ڴ������̴���Ա����һ�����л���ϡ�
- ����4�����̸Ľ���ʽ��
���������������Ľ��ķ�ʽ������ģʽ��ǿ�����̸Ľ�����һ���ܹ���ɵģ���֯���벻�϶�ҵ��������ϡ��Ľ���������ģʽ�иĽ��ķ�ʽ��ͬ�������������ý����ij������Ʋ��ԣ�Kaizen�������żȶ�������·��ͨ�����ϸĽ����ṩ�����ʵIJ�Ʒ�����������Ҫ���Ͷ�롣�����������ǿ��ͻ���Ա�Ҫ��ÿ����Ŀ����ͻ���Գɾͣ��ܸ���֯������IJ���Ч�棬��Ͷ��Ҳ�ϴ�
- ����5��Ա����ѵ��
��������ģʽǿ����Ա�Թ��̸Ľ�����Ҫ�ԣ����Զ�ע����Ա����ѵ������������ص㲻ͬ�����������dz�������ͨԱ������ѵ����ѵ��Ҫ��ͨ��������ѧ�����еģ�����������Ա���ֳ����ܵ���������������ͨ���ָ�����ʹ��Ա��ȡ�ö��ּ��ܡ��������������ע�ع�����Աϵͳ������ѵ��ǿ���ڴ����̴������ã�Ҫ�������н϶��ͳ��ѧ֪ʶ����������ܡ�
- ����6����������ķ�����ͬ��
������������ǿ���ֳ�ר�ҵ����ã��ֳ��������⣬Ա����Ȩֹͣ�������������⣬��Ա���IJ������ܺ��ֳ���������ļ����нϸߵ�Ҫ����������ע�ض���������ͨ����ָ�������ͷ������������ߣ�����ƾ���������⡣
- ����7����ע������в��أ���ʵ�ֵ�Ŀ����ͬ��
��������������ʽ��ע�������������˷ѣ�ͨ�������˷����ط�����Դ��Ч�ʡ����������ע���DZ������Ӳ���Ϊ���ˣ�������ٺ������������˷Ѻͼ��ٱ��춼���Լ�ֵΪĿ�ģ������Dz����˷ѵ�һ��;�������ٱ�����Լ����˷ѡ�
����ͨ���Աȿ��Կ���������������������������Ļ���ս�Ի�����Ŀ�ġ����̸Ľ���ʽ������Ա����ʶ����һ�µģ����ߵ�������Ҫ�Dz������ϵ��������������ķ�����Ա����ѵ�IJ��ص㡢����ģʽ�ȣ������Կ�������Щ��ͬ�����Ƕ����ģ������л����ġ�
[�༭]
���������������������ϵı�Ҫ���������[1]
- ����1.���������������������ϵı�Ҫ�ԡ�
������ǰ��ĶԱȷ������Կ���������������������������и��Ե���ȱ�㣬�����������նԷ����ŵ㣬����õ����õļ�Ч�����ȣ����������ó���ϵͳ��������ҵ�ijɹ�ȡ�����������̵���Ч����������Ա�����Ŭ�������Ƕ�����Խ���̵����������Χ֮�⣬�������������̹���Ϊ�����������Ŀ�����ṩ�˿�ܡ���Σ�����������Ҫ����ר���˲ŵ�����֪ʶ��ȱ��֪ʶ�Ĺ淶�ԣ�����������������õؼ����˸��ֹ��ߣ���������й淶��DMAIC���̣�Ϊ��Ŀ�����ṩ�˲����Ժ�ǿ�Ĺ����ֶΡ��ٴΣ���������ע���ֳ�ר�ҵķ�������Ѹ�ٽ���ֳ���¶�����⣬�������������ע���ںڴ�ָ���µĶ������������ڸ��������ܹ��ҵ�����ԭ�Ӷ���������г��ֵĸ������⣬�������������Ҫʱ��ϳ�����Բ�ͬ�����⣬��Ҫ�Ѷ��߽��������ѡ��ͬ�Ĵ���������������߽�������Ч�ʺ���������Ӳ������濴����������ģʽ�е���ѵ��ʽ��ϵͳ�ĸĽ���ʽ�ȶ���Ҫ���ϣ���һ��������һ�ֶ�����ȱ�ݵġ�
- ����2.���������������������ϵĿ����ԡ�
�������ȣ����߶��dz����Ľ�������������ĵ䷶���������߾����ϵ�ͬ���ԣ�����Ϊ��ˣ����߲����н�ϵĿ����ԡ�
������Σ��������������������������TQM�����е���ϵ�����ǵ�ʵʩ����PDCA��ģʽ��ͬС�죬��Ϊ��������ģʽ�����ṩ�˻�����
�����ٴΣ��Ӳ������������������������������������������ͬ�������Dz����Ƕ����ġ������Ļ����棬����Ĺ�����ǿ�����϶������Ļ������ղ�ͬ�Ļ����ŵ㣬�������ڹ�������ѵ��ʽ��ϵͳ�ĸĽ���ʽ�ȶ��ǿ������ϵġ�
[�༭]
������������������������ϵ�;��[1]
����Ҫ���Ͼ�����������������������γɾ����������꣬��Ҫ������
- ����1����֯����������
������������������þ�������֯�ṹ������֯�ṹ��ͼ1.
����ϵͳ���������ߣ�һ�����Ը�����ֵ��������ԱΪ���ᴩ��ҵ�������У�һ���Ժڴ����̴���Ϊ�����ᴩ����Ŀ�����У����߽����ϡ������Ե�һ����Ϊ����������ȶ��ģ���ԱҲ��ȫְ�ģ����ڶ������г��˺ڴ��������Ǽ�ְ�ģ��ڴ����̴�����Ա����ѵ�������Ӿ������۵����ݡ��������������м�ֵ����������˱�����һ����˾���ܾ������Σ�����Ϊ�����������ܾ���������ͬʱ��������������ij����ߡ�
- ����2��ʵʩ���̵�����
������������Ҫ����֯ս�Կ���°Ѿ���˼��ľ���ԭ�������������DMAIC���������ʵʩ���̲����µĶ��塪�������������Ľ������Ƶ����̣���֮ΪDMAIC��.DMAIC�������Ҫ����ս�Է��������þ���˼�붨��ļ�ֵ�������̣��ڴ˿���£�����������궨��εĹ��ߣ�����Ľ���Ŀ�������ΰѾ��������ļ�ֵ��ͼ��ʱ�������������������������߽�ϣ��������̹�����״�������������������꼼���;�������ԭ���ϣ�����������˷ѣ��Ľ��ΰ�����������Ϊԭ����������ģʽ�е����п������õĹ��߶��������ӡ����š�ɾ�������ϲ���Ȼ��Ծ��������ȶ��Ժ����������Ľ�������ǿ��ƽΣ����������������������������⣬��Ҫ��ʵʩ�в���������������ܽᣬ�Ա���һ��ѭ����ϵͳ���н�һ�����ơ�
- ����3�����ߵ�ѡ��
�����������������ֽ��Ӧ�þ�����������������Ĺ��ߣ���ͬ���������ߵ�ѡ����Բο�ͼ��
[�༭]
����������������
[�༭]
����һ:�������������ڹ�ҵ��ҵ���������岼���е�Ӧ��[2]
����1.�������յIJ��ü�����
����һ���������ʽ�����ڿ�������һ���ķ��㣬�����γɴ����������������������ڱ䳤���������Գ�����ҪԤ�����ƶ������ƻ���ִ�������ƻ���������ܳ����Ӧ�˿���Ҫ�ı仯���豸�IJ���Ӱ�������ߵIJ��֣�����Ӱ�쳧���IJ��֣�����Ӱ�����岼�֡����䲼��Ӧ������ʵ���ԣ�������ͳ�ġ��̶��ij������Ρ�����������Ϊ�������������䷽�㡢���Ϊǰ�ᣬ�����ܱ��⽨������С�ͳ����������ջ�����������ij����������ϳ�����ʽ��������Ҫ�������ߡ��ֿ⼰����ͨ����ɡ���������������������䣬�����ڵ���������һ�������ݣ�ʹ�����߸���࣬���ո������������ᳫ�ڱ�Ҫ��ʱ��������Ҫ�����ı�Ҫ��Ʒ������ֹ���������������ž������˷�Ϊ�ֶδﵽ���ͳɱ�֮Ŀ�ģ������г�����ı仯����Ѹ�ٶ���Ч�ķ�Ӧ��
�����������������ڣ����ٹ��������Ʒ�洢�������������ʽ��ռ�ã���ʱ���������쳣����Ч�ž�����������ʵ�ֽ���ʽ�������ṩ����Ч�ʣ���ַ�����ԱЧ�ܣ�ȷ��������������Ч�����������ģ������������Ȱ��ţ���Ч�����������������ڣ����Ӧ���г����������ı仯�����ٻ����豸�ʲ���Ͷ�롣
�������ڱ�¶����㣬��Ч��ʾ�������в������ڣ���Ϊ������������ˮƽ���ƶ�������
����2.�����ڲִ�������������֯
������������������������ϸ��������ϸ��Ӧ����JIT��ʱ����������BTO������ʽ��������VM(I��Ӧ�̹������)���������졢�������졢���桢�����С���ȡ�
����ʹ���������̡��������������١������Ҫ�غ������Ż���ʹ����Э�������������ɣ�ʵ��·��࣬�������գ������ػء�����������������װж���˻��ڣ���Э��ƥ�䣬����ƿ����ʵ��·����̡��Ƚ��ȳ����ͽ���⡢���ȴ�š��Ͳ���װ��������š��������ȡ�·����ϡ����Эͬ��˳���Ŷӡ���װ��ж�Ȳ��ԣ������䵥Ԫ����������������豸��ʵ�ж�̬���ٹ�������ȡ�
������ҵ�ڲִ�����Ӧ�Ծ�����������Ϊ��ּ����������ִ�������ﵽ�ܸ�������С�IJֿ�����IJ��÷�����ͨ����ֿⲼ�������̴�ȡ�����ʱ�䡢���Ͳִ������ɱ����ִ��ִ����������ڶ�Ʒ�֣��ʽ�����������ⵥһ����ʽ��������Ӧ�ִ���ҵ�ķ�չ�������ҵ���ۺϾ�����������ģ�ĺ������Dzִ�Ӧ�������ĺ�������֮һ����ҵ��ͳ�IJ���ԭ����ϣ�������������ֿ�����ô�����岼�����Ʊػ����������������ӣ�������������������ǿ��Ժ�������֯���������Ľ��ģ��ڲ�ͬʱ���ϣ����������������ķ��롣���п�������òִ��Ĺ�ģ���ƣ����ʶȼ��вִ������ɢ��С��ģ�ִ���ʵ�ֺ�������
����ͬʱ���������ȡ����ϵͳ���ü�����������ڴ�ʱ����������ʱ���¼������һ���İ�ʱ��˳������ij���ȡ��ʱ��������ܰ�ʱ���־����ָʾ���Ա�֤�Ƚ��ȳ���
����3.���ص��ۺ���������ҵ��Զ�ڷ�չ
����������ԴΪ����������Դ��Ӧ��Լʹ�ã����ҽ�Լ���أ��ṩ����������Ҳ����ҵ��ƽ�沼�õĻ���ԭ����ѡַʱ��Ӧ����ѡ�ûĵأ���ռ���������ˡ�����滮�н��ڼ��в��ã�Զ��Ԥ����չ���������ڸĽ�������ʱ������Ӱ��������
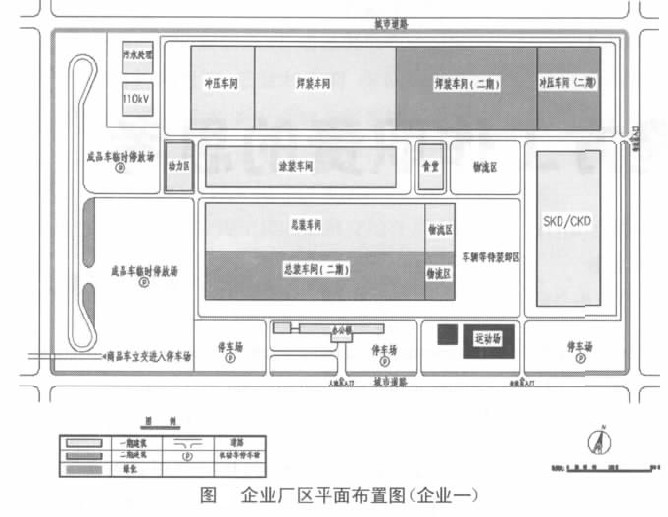
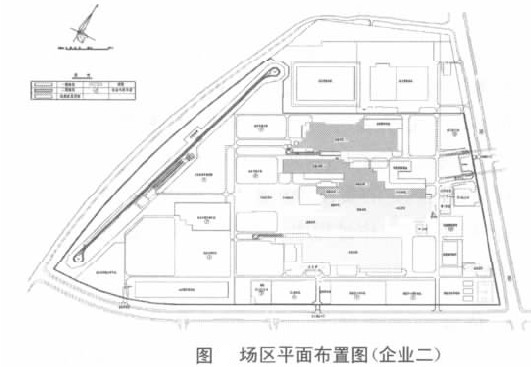
�����Թ���ij����������Ϊ����������ҵһΪ�Դ�ͳ����ҵ�����岼�֣�����ͼ������ҵ��Ϊ�Ծ�����������Ϊǰ��õ����岼�֣�����ͼ�������Ǵ����¼���������з�����Ƚϣ����±�����
������ҵһ����ҵ��������Ƚ�
| ��ҵһ(ͼ) |
��ҵ��(ͼ) |
| �������� |
һ�����5����(���ࡢ251�칤����)����30��������������������������չ�� |
һ�����15����(���ࡢ251�칤����)������30��������Ϊ��չ������ء� |
| ��Ҫ�����������/m2 |
247100 |
282400 |
| �ִ����m2 |
54000 |
����������һ�塣�������С� |
| ������ͬ������ʽ��������ʽ |
һ�ڳ�ѹ�뺸�ӳ�����Ϊ���ϳ������Գ�ѹ�����ӡ�Ϳװ����װ�ɱ�����˳���á����ڳ�ѹ�����ӳ�����������������װ����ɽ��������������������ʱ���������복�佨��ụ����š� |
һ�ڳ�ѹ�����Ӻ�Ϳװ����Ϊ���ϳ�������װ�����������ⷿΪ���ϳ����������ڳ�ѹ�����ӡ�Ϳװ�����ϲ࣬���ڲ��þ���ķ�ʽ��������������������ʱԭ������ϵͳ�����ܵ�Ӱ�Ρ� |
| �������������ξ�Ϊ����ľ��Σ��ڲ�������������ҲΪ��ͳ����ʽ�� |
�����������������ڲ��Ƚ�����������������������ľ��Ρ� |
| ��ҵ�ij�������;ԭ�ij�ǡ���ȼ�������������������ָ��λ�á�����ʱ�����ơ�����Э������ |
��ҵ�ij�������:ԭ���ϣ���Э����������ֱ���������������ڵ���ʱ�洢��������JIT������ʽ������ϸ��Ӧ����VMI��Ӧ�̹������)�Ϳ����С���ȡ� |
| ������������֯ |
��ҵ�е��ڲ���רҵ���ͳ���֮������䡣�����������������͵�ƿǣ��������ɡ� |
��ҵ�е��ڲ���רҵ���ͳ���֮�������.�����������������͵�ƿǣ��������ɡ� |
| �����������Ƚϼ��С�������·�̽�˳����������������Է��롣 |
�������������ִ���ϡ��������������������������������롣 |
����������������ҵ�������岼�ּ�������֯��������ҵһ����ʵ����ҵ�����г�������Ҳǿ����ҵһ����������������Ϊ�ִ��Ƚ��Ĺ��������Ա�������ҵ�㷺Ӧ�ã�Ч�����ԡ���ҵ�����岼�֣�Ҳ�Ʊ��ھ����������۵�Ӱ���£����������ı䡣
 �������:
13913903988
�������:
13913903988







